

 Japanese
Japanese



















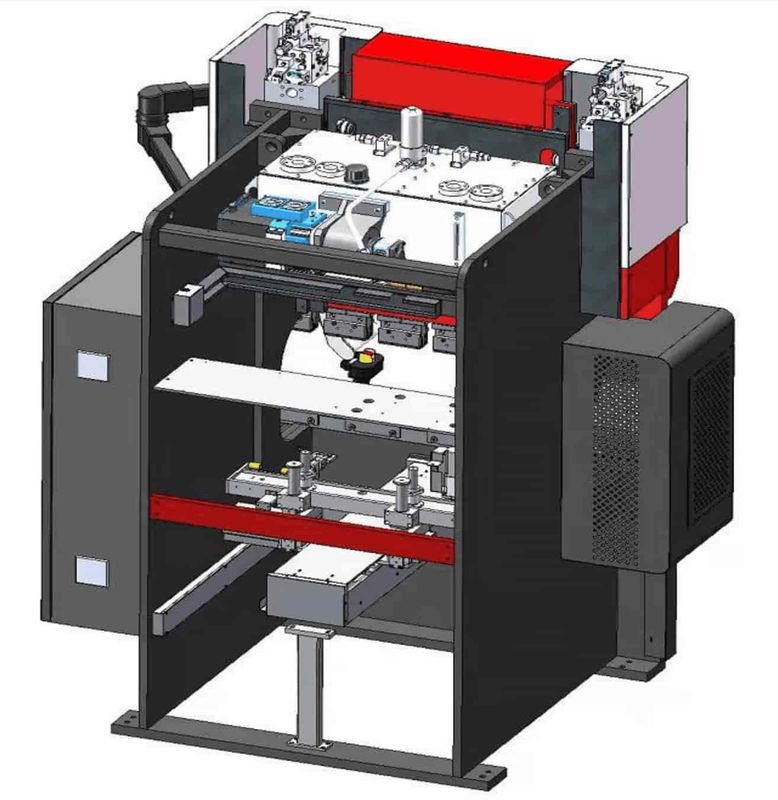
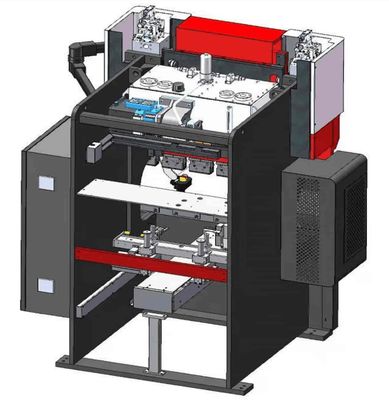


4. 主な構造と動作原理
マシンは 6 軸 (Y1、Y2、Z1、Z2、X、R) 油圧プレス ブレーキです。それぞれの連続的に正確で安定した純粋なサーボ モーター駆動の高品質で高精度のプレス ブレーキは、その駆動動力として輸入サーボ モーターを持っています。これは、機器の正確で安定した移動を保証するものです。主に次のコンポーネントで構成されています。
フレーム本体
コンポーネントは、フレーム、上部テーブルと下部テーブル、伝達ねじロッド、サポート ベアリング グループ、ガイド ホイール グループなどで構成されます。伝達ねじロッドは、ボルトを介して上部テーブルとフレームに接続され、サーボ モーターがねじロッドを駆動して、上テーブルを往復運動で高速回転させ、金型の曲げ加工や成形を行います。伝達ねじロッドの 2 つのグループは独立して制御でき、角度偏差は自動的に補正されるため、ワークピースの角度変化は許容範囲内で制御されます。
バックゲージシステム
アセンブリ ユニットは、リフト コンポーネント、スライド テーブル コンポーネント、材料保持コンポーネントなどで構成されています。レベルの精度、最終的に完全自動化を実現し、作業効率を向上させます。
金型部品
アッセンブリーユニットは上金型と下金型のアッセンブリーで構成されています。上型は、クランプ装置によって上テーブルに固定されます。装置が提供する型締装置は、機構により迅速な金型のロードとアンロードを実現します。クランプ装置には、ワークの角度が公差範囲内で変更されるように、曲げ角度を局所的に変更するためのウェッジ トリミング機構が備わっています。下型は、型シーとレールガイドとともに下テーブルに配置されます。
5.CNC コントローラ
Delem と STEP Controller は、DA-66T_English、DA-69T_English、STEP_English のドキュメントで参照してください。
6. 吊り上げと設置
(1)吊り上げ
機械の重心位置がやや前方かつ高い位置にあるため、吊り上げ、取扱い、設置の際には、工作機械が転倒しないように工作機械の重心位置に注意する必要があります。吊り上げ中、吊り上げ器具は、垂直巻き上げ用の工作機械の吊り上げ穴に固定する必要があります。輸送の際は、包帯で機器をしっかりと固定する必要があります。
(2)設置と水平出し
添付図(基礎図)のように、あらかじめ工作機械の取付台を製作し、その上に工作機械を載せ、基礎ボルトとフットパッド鋼板を取り付けます。一方、テーブルの下面を基準にして、ラックのレベルを確認します。ベース アンカーのボルトを調整して、垂直および水平方向の水平度が 1000:0.20 以下になるようにします。工作機械の水平度を垂直方向と水平方向の両方で調整して、要件を満たします。
(3)外部接続ケーブルの要件
機械とオペレータの安全のために、外部接続電源用に 100A 三相空気遮断器を設置する必要があり 2 、ケーブルは 10mm 以上の 4 芯 RV ワイヤである必要があります。さらに、接地装置は個別に設定する必要があり、抵抗値が 4 Ω 以下の他の電気回路と共有することはできません。
7. メンテナンス
油圧プレスブレーキの日常整備仕様書です。
製造時の設備の性能や精度を確保し、製品の品質を保証し、メンテナンス頻度を減らし、寿命を延ばすために、防塵・防錆、防湿、潤滑、ねじなどの日常点検項目を厳密に実施する必要があります。引き締めなど
すべり台用軸受、昇降用軸受は、2 ヶ月ごとに注油、点検、増締めを行い、潤滑油を交換してください(200℃の高温に耐えられるオイルグリースを使用してください)。
![]()
![]()
ネジ棒、サイディングレール、モールドシート、上下テーブルなどの主要部品は、2日ごとにほこりや錆を取り除く必要があります。
スクリューロッド、ガイドレールなどの可動部分は、毎月潤滑、点検、締め付けを行ってください。
電気部品は、週に 1 回、除塵、点検、および締め付けを行う必要があります。