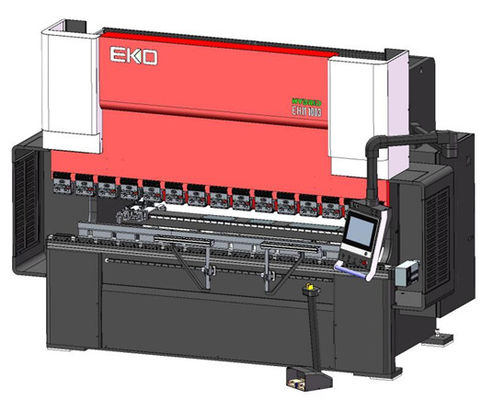
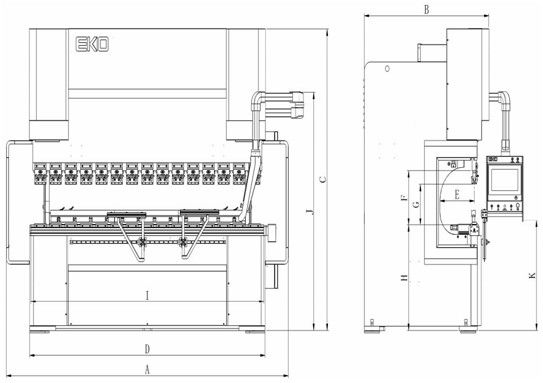
125T/3200 4 + 1 as CNC Plaatwerk Buigen Machine Hydraulische Kantpers voor Metaalverwerking EHII1003

| Nee. |
Naam |
Specificatie |
MetenEenheid |
| 1 |
EEN (Lengte) |
3700 |
mm |
| 2 |
B (Breedte) |
1530 |
mm |
| 3 |
C (Hoogte) |
2700 |
mm |
| 4 |
D (Inbouwbreedte) |
3080 |
mm |
| 5 |
E (Keeldiepte) |
450 |
mm |
| 6 |
F (openingshoogte) |
470 |
mm |
| 7 |
G (lagere werktafellengte) |
350 |
mm |
| 8 |
H (bovenste werktafelhoogte) |
945 |
mm |
| 9 |
Capaciteit |
100 |
ton |
| 10 |
Hydraulische olie |
70 |
L |
| 11 |
Buigende lengte |
3000 |
mm |
| 12 |
Hartinfarct |
200 |
mm |
| 13 |
Achteraanslag slag |
500 |
mm |
| 14 |
Totale kracht |
9 |
k |
| 15 |
Totale gewicht |
8.2 |
ton |
| 16 |
Aantal assen |
4+1 |
as |
| 17 |
Nauwkeurigheid van as Y1/Y2 |
±0,01 |
mm |
| 18 |
Nauwkeurigheid van as X |
±0,01 |
mm |
| 19 |
Nauwkeurigheid van as R |
±0,1 |
mm |
| 20 |
Benaderingssnelheid van as Y1/Y2 |
200 |
mm/sec |
| 21 |
Buigsnelheid van as Y1/Y2 |
0,2-20 |
mm/sec |
| 22 |
Terugkeersnelheid van as Y1/Y2 |
200 |
mm/sec |
| 23 |
Bewegingssnelheid van as X |
500 |
mm/sec |
| 24 |
Bewegende snelheid van as R |
62 |
mm/sec |
| 25 |
Frame afstand |
2570 |
mm |
1.Configuratielijst met belangrijkste componenten
| Nee. |
Naam |
Set |
Vervaardiging |
| 1 |
CNC-controller |
1 |
Delem (Nederland)/
STAP(Italië)
|
| 2 |
Voetschakelaar |
1 |
KACON (Korea) |
| 3 |
Terminal-module |
3 |
JRT (China) |
| 4 |
Zekering |
1 |
SCHNEIDER(Duitsland) |
| 5 |
Stroomonderbreker Schakelaar |
1 |
SCHNEIDER(Duitsland) |
| 6 |
AC-schakelaar |
1 |
SCHNEIDER(Duitsland) |
| 7 |
Relais |
1 |
SCHNEIDER(Duitsland) |
| 8 |
Relais aansluiting |
1 |
SCHNEIDER(Duitsland) |
| 9 |
Stroomvoorziening |
1 |
DELTA (Taiwan) |
| 10 |
Servo hydraulisch systeem (Y-as) |
2 |
EKO(China) |
| 11 |
Motorbestuurder + Servomotor
(achteraanslag)
|
2 |
MITSUBISHI (Japan) |
| 12 |
Sensor |
3 |
OMRON (Japan) |
| 13 |
Schroef + rail (achteraanslag) |
6 |
HIWIN (Taiwan) |
| 14 |
Handelswijze |
7 |
NSK (Japan) |
| 15 |
Bekroning systeem |
1 |
EKO(China) |
| 16 |
Frame + Boventafel
(Q345E staal)
|
1 |
(China) |
| 17 |
Bewegingscontroller |
2 |
STEP (Italië) |
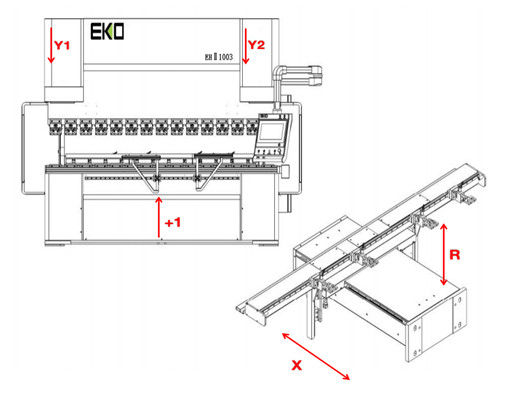
4. Hoofdstructuur en werkingsprincipe
De machine is een 4+1-assige (Y1, Y2, X, R en bombeersysteem) hybride afkantpers. Elke continu nauwkeurige en stabiele pure servomotor aangedreven hoogwaardige, zeer nauwkeurige afkantpers heeft een geïmporteerde servomotor als drijfveer kracht, wat de garantie is voor het nauwkeurig en stabiel verplaatsen van de apparatuur.Het is voornamelijk samengesteld uit de volgende componenten:
Frame lichaam
Het onderdeel bestaat uit een frame, de boven- en ondertafel, overbrengingsschroefstang, steunlagergroep, geleidewielgroep, enz. De overbrengingsschroefstang is via bouten verbonden met de boventafel en het frame, de servomotor drijft de schroefstang aan roteer de bovenste tafel snel met een heen en weer gaande beweging, om mallen te buigen en te vormen.De twee groepen transmissieschroefstangen kunnen onafhankelijk worden geregeld en de hoekafwijking kan automatisch worden gecompenseerd, zodat de hoekverandering van het werkstuk binnen het tolerantiebereik wordt geregeld.
Back gauge systeem
De assemblage-eenheid bestaat uit een hefcomponent, een schuiftafelcomponent, een materiaalvasthoudende component, enz. Het positioneringssysteem van de achteraanslag van de werktuigmachine wordt allemaal aangedreven door een servomotor via een precisieschroefstang, kan snel de gespecificeerde positie bereiken, tot micron- niveau precisie, realiseer eindelijk volledige automatisering en verbeter de werkefficiëntie.
Vormcomponenten
De assemblage-eenheid bestaat uit de bovenste en onderste matrijsconstructie.De bovenvorm wordt door de kleminrichting op de boventafel bevestigd;het klemapparaat dat door het apparaat wordt geleverd, realiseert snel laden en lossen van mallen door middel van een mechanisme.De kleminrichting is voorzien van een wigtrimmermechanisme voor het plaatselijk wijzigen van de buighoek zodat de hoek van het werkstuk binnen het tolerantiebereik wordt gewijzigd.De ondermatrijs wordt samen met de matrijszee en railgeleider op de ondertafel opgesteld.
5. CNC-controller
Delem en STEP Controller verwijzen naar de documenten van DA-66T_English, DA-69T_English en STEP_English.
6. Hijsen en installeren
(1) Hijsen
Het zwaartepunt van de machine ligt iets naar voren en aan de hoge kant, dus het is noodzakelijk om aandacht te besteden aan de positie van het zwaartepunt van de werktuigmachine tijdens het heffen, hanteren en installeren om te voorkomen dat de werktuigmachine kantelt.Tijdens het hijsen moet het hijstoestel op het hijsgat van de werktuigmachine worden bevestigd voor verticaal hijsen.Voor transport moet de apparatuur stevig worden vastgemaakt met een verband.
(2) Installatie en nivellering
Zoals aangegeven in de bijgevoegde tekening (funderingstekening), maakt u van tevoren de installatiebasis van de werktuigmachine, plaatst u de werktuigmachine op de basis en installeert u de funderingsbouten en de stalen voetplaat.Controleer ondertussen het niveau van het rek, met het onderste tafeloppervlak als basislijn.Pas de bouten van het basisanker aan om de vlakheid in verticale en horizontale richting ≤1000:0,20 te maken.Om de vlakheid van werktuigmachines in zowel verticale als horizontale richting aan te passen om aan de vereiste te voldoen.
(3) Vereisten voor externe aansluitkabel
Voor de veiligheid van de machine en de bedieners moet een 100A driefasige luchtstroomonderbreker worden geïnstalleerd 2 voor extern aangesloten voeding, en de kabel moet een 4-aderige RV-draad ≥10 mm zijn.Bovendien moet het aardingsapparaat onafhankelijk worden ingesteld en kan het niet worden gedeeld met andere elektrische circuits, met een weerstandswaarde ≤ 4 Ω.
7. Onderhoud
Specificaties dagelijks onderhoud hybride kantpers.
Om goede prestaties en precisie van de apparatuur tijdens de productie te garanderen, de productkwaliteit te garanderen, de onderhoudsfrequentie te verminderen en de levensduur te verlengen, is het vereist om dagelijkse inspectie-items strikt uit te voeren, bijvoorbeeld stof- en roestverwijdering, vochtpreventie, smering, schroef aanscherping, enz.
Glijtafellager en heflager moeten worden gesmeerd, gecontroleerd en vastgedraaid, en smeerolie moet om de twee maanden worden vervangen (olievetbestendig tot 200 ℃ hoge temperatuur moet worden gebruikt).
Belangrijke onderdelen zoals de schroefstang, zijrail, vormzitting, boven- en ondertafel moeten om de twee dagen worden ontstoft en geroest;
Beweegbare onderdelen, zoals schroefstang, geleiderail, moeten elke maand worden gesmeerd, gecontroleerd en vastgedraaid.
Elektrische onderdelen moeten eenmaal per week worden ontstoft, gecontroleerd en vastgedraaid.
EKO-apparatuur Co., Ltd.is een hightech en milieuvriendelijke fabrikant van CNC-afkantpersen voor plaatstaal.De producttechnologie komt uit het "bloed" van de internationale industrie.
EKO heeft vier series hoogwaardige afkantpersen: "ES", "EHII", "ET" en "ESS".Er zijn sterke technologische kracht, innovatieve concepten voor de ontwikkeling van apparatuur, het professionele ontwikkelingsteam, zelfkerntechnologie en aantallen nieuwe technologische innovatieoctrooien.De markt omvat over de hele wereld.
EKO besteedt aandacht aan de bouw van ondernemingscultuur, bouwt ondernemingscultuurmerk, en integreert ondernemingscultuur in producten.EKO houdt zich aan het principe van "continue verbetering en continue innovatie" om een op zichzelf staand systeem te bouwen.Houdt zich aan het kwaliteitsbeleid van "klanttevredenheid is ons streven, kwaliteitsborging is onze toewijding", dat wordt geleid door de behoeften van de klant en gebaseerd is op hoogwaardige producten om de productkwaliteit te waarborgen.Klanten blijven voorzien van zeer nauwkeurige, zeer efficiënte, veilige, stabiele, energiebesparende, milieuvriendelijke plaatbewerkingsmachines. EKO Equipment Co., Ltd.is een hightech en milieuvriendelijke fabrikant van CNC-afkantpersen voor plaatstaal.De producttechnologie komt uit het "bloed" van de internationale industrie.
EKO heeft vier series hoogwaardige afkantpersen: "ES", "EHII", "ET" en "ESS".Er zijn sterke technologische kracht, innovatieve concepten voor de ontwikkeling van apparatuur, het professionele ontwikkelingsteam, zelfkerntechnologie en aantallen nieuwe technologische innovatieoctrooien.De markt omvat over de hele wereld.
EKO besteedt aandacht aan de bouw van ondernemingscultuur, bouwt ondernemingscultuurmerk, en integreert ondernemingscultuur in producten.EKO houdt zich aan het principe van "continue verbetering en continue innovatie" om een op zichzelf staand systeem te bouwen.
Houdt zich aan het kwaliteitsbeleid van "klanttevredenheid is ons streven, kwaliteitsborging is onze toewijding", dat wordt geleid door de behoeften van de klant en gebaseerd is op hoogwaardige producten om de productkwaliteit te waarborgen.Klanten blijven voorzien van uiterst nauwkeurige, zeer efficiënte, veilige, stabiele, energiebesparende, milieuvriendelijke plaatbewerkingsmachines.
FAQ:
Wat is de gemiddelde doorlooptijd?
Voor monsters is de doorlooptijd ongeveer 7 dagen.Voor massaproductie is de doorlooptijd 20-30 dagen na ontvangst van de aanbetaling.
De doorlooptijden gaan in op het moment dat
(1) we hebben uw aanbetaling ontvangen,
(2) we hebben uw definitieve goedkeuring voor uw producten.Indien
onze doorlooptijden werken niet met uw deadline, neem uw vereisten door met uw verkoop.In alle gevallen zullen we dat proberen
tegemoet te komen aan uw behoeften.In de meeste gevallen zijn wij hiertoe in staat.
Welke soorten betaalmethoden accepteert u?
U kunt de betaling doen op onze bankrekening, Western Union of PayPal: 30% aanbetaling vooraf, 70% saldo tegen het exemplaar van B/L.
Wat is de productgarantie?
Wij geven garantie op onze materialen en vakmanschap.Onze inzet is om uw tevredenheid met onze producten.Garantie of niet, het is de
cultuur van ons bedrijf om alle klantproblemen naar ieders tevredenheid aan te pakken en op te lossen.

 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten! Dutch
Dutch