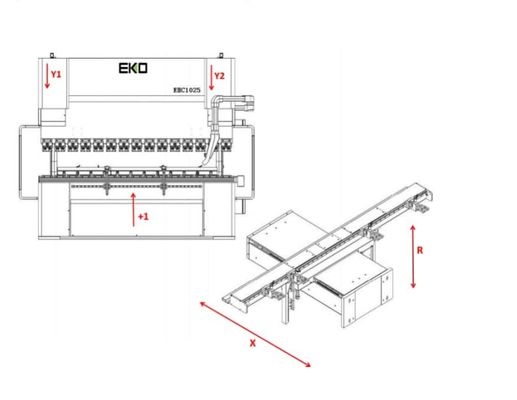
we67k 125 3200 cnc rem tekan hidrolik dengan delem da66t controller 4 sumbu atau 6 +1 sumbu EHC1025

Detail penting
| Tidak. |
Nama |
Spesifikasi |
UkuranSatuan |
| 1 |
A (Panjang) |
3060 |
mm |
| 2 |
B (Lebar) |
1530 |
mm |
| 3 |
C (Tinggi) |
2630 |
mm |
| 4 |
D (Lebar pemasangan) |
2500 |
mm |
| 5 |
E (kedalaman tenggorokan) |
295 |
mm |
| 6 |
F (Tinggi bukaan) |
470 |
mm |
| 7 |
G (Jarak antara meja bawah dan atas) |
350 |
mm |
| 8 |
H (Tinggi meja atas) |
915 |
mm |
| 9 |
Kapasitas |
100 |
ton |
| 10 |
Panjang lentur |
2500 |
mm |
| 11 |
Pukulan |
200 |
mm |
| 12 |
Pukulan pengukur belakang |
500 |
mm |
| 13 |
Kekuatan total |
12.65 |
kw |
| 14 |
Berat keseluruhan |
6.5 |
ton |
| 15 |
Jumlah sumbu |
6+1 |
sumbu |
| 16 |
Akurasi sumbu Y1/Y2 |
±0,01 |
mm |
| 17 |
Akurasi sumbu X |
±0,01 |
mm |
| 18 |
Akurasi sumbu R |
±0,1 |
mm |
| 19 |
Akurasi sumbu Z1/Z2 |
±0,1 |
mm |
| 20 |
Kecepatan pendekatan sumbu Y1/Y2 |
200 |
mm/dtk |
| 21 |
Kecepatan lentur sumbu Y1/ Y2 |
0,2-15 |
mm/dtk |
| 22 |
Kecepatan balik sumbu Y1/ Y2 |
200 |
mm/dtk |
| 23 |
Kecepatan gerak sumbu X |
500 |
mm/dtk |
| 24 |
Kecepatan gerak sumbu R |
62 |
mm/dtk |
| 25 |
Kecepatan gerak sumbu Z1/Z2 |
700 |
mm/dtk |
| 26 |
Minyak hidrolik |
180 |
L |
1.Daftar Konfigurasi Komponen Kunci
| Tidak. |
Nama |
Mengatur |
Pembuatan |
| 1 |
Pengontrol CNC |
1 |
LANGKAH (Italia) / Delem
(Belanda)
|
| 2 |
Sakelar kaki |
1 |
KACON(Korea) |
| 3 |
Modul terminal |
3 |
JRT(Cina) |
| 4 |
Pemutus arus |
1 |
SCHNEIDER(Jerman) |
| 5 |
Sakelar pemutus arus |
1 |
SCHNEIDER(Jerman) |
| 6 |
kontaktor AC |
1 |
SCHNEIDER(Jerman) |
| 7 |
Menyampaikan |
1 |
SCHNEIDER(Jerman) |
| 8 |
Soket relai |
1 |
SCHNEIDER(Jerman) |
| 9 |
Sumber Daya listrik |
1 |
DELTA(Taiwan) |
| 10 |
Sistem hidrolik servo (sumbu Y) |
2 |
EKO(Cina) |
| 11 |
Pengemudi motor + Motor servo
(Pengukur belakang)
|
4 |
MITSUBISHI (Jepang) |
| 12 |
Sensor |
3 |
OMRON (Jepang) |
| 13 |
Sekrup + Rel (pengukur belakang) |
6 |
HIWIN(Taiwan) |
| 14 |
Bantalan |
7 |
NSK (Jepang) |
| 15 |
Sistem penobatan |
1 |
EKO(Cina) |
| 16 |
Bingkai + Meja Geser |
1 |
EKO(Cina) |
| 17 |
Peredam servo |
2 |
HARMONIS (Jepang) |
| 18 |
Pengontrol gerak |
2 |
LANGKAH (Italia) / Delem
(Belanda)
|
| 19 |
Sakelar kunci |
1 |
KACON (Korea) |
| 20 |
Saklar berhenti darurat |
1 |
KACON (Korea) |
| 21 |
Bel |
1 |
KACON (Korea) |
| 22 |
Indikator daya |
1 |
KACON (Korea) |
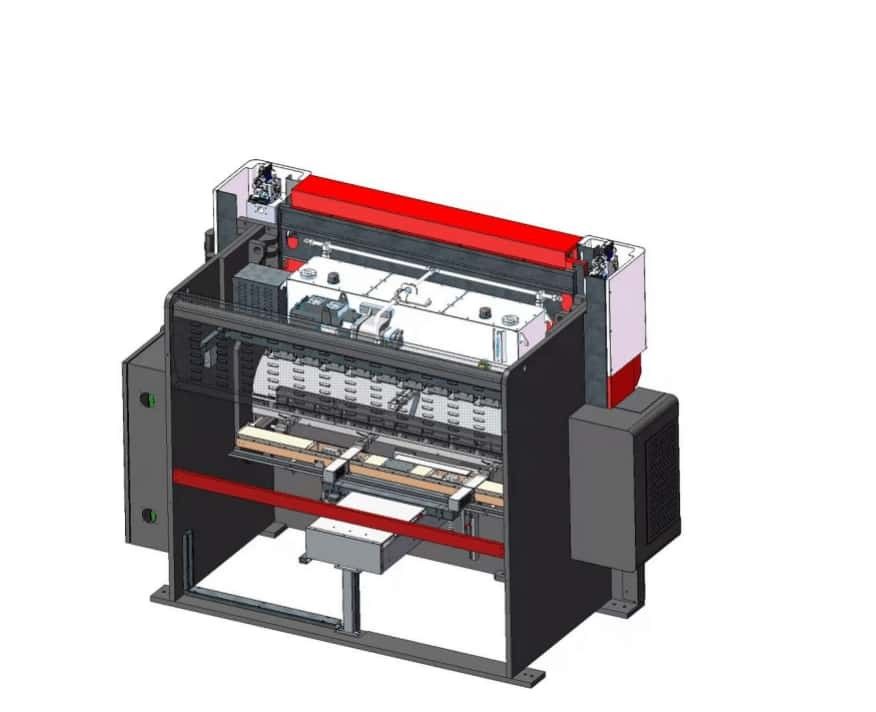
4. Struktur utama dan prinsip kerja
Mesin ini adalah rem hydraulicpress 6 + 1 sumbu (Y1, Y2, X, R, Z1, Z2 dan Crowning system). Mengadopsi close-loop canggih dari teknologi sinkronisasi yang dikontrol nilai.Motor servo digunakan untuk mengontrol pompa.Desain unik EKO membuat peralatan lebih efisien, hemat energi, dan stabil.Ini terutama terdiri dari komponen-komponen berikut:
Bingkai tubuh
EKO secara independen merancang dan mengadopsi metode analisis elemen hingga untuk memastikan kekuatan, kekakuan, dan keamanan alat berat.Bingkai dilas dengan pelat baja berkualitas tinggi dan stres dihilangkan dengan perlakuan panas.Rangkanya tebal, kaku, dan tahan goncangan.Kolom, penggeser yang berfungsi, dan meja kerja yang lebih rendah dari mesin diselesaikan dengan mesin bor dan penggilingan CNC besar.Pastikan tegak lurus dan paralelisme semua permukaan instalasi.
Sistem pengukur belakang
Unit perakitan terdiri dari komponen pengangkat, komponen meja geser, komponen penahan material, dll. Sistem pemosisian pengukur belakang alat mesin semuanya digerakkan oleh motor servo melalui batang sekrup presisi, dapat dengan cepat mencapai posisi yang ditentukan, hingga mikron- tingkat presisi, akhirnya mewujudkan otomatisasi penuh dan meningkatkan efisiensi kerja.
Mould komponen
Unit perakitan terdiri dari rakitan cetakan atas dan bawah.Cetakan atas dipasang di atas meja dengan alat penjepit;perangkat penjepit yang disediakan oleh perangkat mewujudkan pemuatan dan pembongkaran cetakan yang cepat melalui suatu mekanisme.Perangkat penjepit dilengkapi dengan mekanisme pemotongan baji untuk memodifikasi sudut tekukan secara lokal sehingga sudut benda kerja diubah dalam rentang toleransi.Cetakan bawah, bersama dengan panduan laut dan rel cetakan, disusun di atas meja bawah.
5. Pengontrol CNC
Delem dan STEP Controller harap referensi dengan dokumen DA-66T_English, DA-69T_English dan STEP_English.
6. Mengangkat dan memasang
(1) Mengangkat
Titik berat alat mesin agak ke depan dan pada sisi yang tinggi, sehingga perlu diperhatikan posisi titik berat alat mesin pada saat pengangkatan, penanganan dan pemasangan agar alat mesin tidak terbalik.Selama pengangkatan, alat pengangkat harus dipasang pada lubang pengangkat alat mesin untuk pengangkat vertikal.Untuk pengangkutan, peralatan harus diikat kuat dengan perban.
(2) Instalasi dan leveling
Seperti yang ditunjukkan pada gambar terlampir (gambar pondasi), buat alas pemasangan alat mesin terlebih dahulu, letakkan alat mesin di alasnya, dan pasang baut pondasi dan pelat baja alas kaki.Sementara itu, pastikan ketinggian rak, dengan permukaan meja yang lebih rendah sebagai garis dasarnya.Sesuaikan baut jangkar dasar untuk membuat kerataan pada arah vertikal dan horizontal≤1000:0,20.Untuk mengatur kerataan alat mesin baik dalam arah vertikal maupun horizontal untuk mencapai kebutuhan.
(3) Persyaratan untuk kabel koneksi eksternal
Untuk keselamatan alat berat dan operator, pemutus sirkuit udara tiga fase 100A harus dipasang 2 untuk catu daya yang terhubung secara eksternal, dan kabel harus berupa kabel RV 4-inti ≥10mm .Selain itu, perangkat pentanahan perlu diatur secara independen dan tidak dapat dibagi dengan rangkaian listrik lainnya, dengan nilai resistansi ≤ 4 Ω.
7. Pemeliharaan
Spesifikasi perawatan harian rem tekan hidrolik.
Untuk memastikan kinerja yang baik dan ketepatan peralatan selama produksi, menjamin kualitas produk, mengurangi frekuensi perawatan dan memperpanjang masa pakai, diperlukan pemeriksaan harian yang ketat, misalnya, penghilangan debu dan karat, pencegahan kelembaban, pelumasan, sekrup pengetatan, dll.
Bantalan meja geser dan bantalan pengangkat harus dilumasi, diperiksa dan dikencangkan, dan oli pelumasan diganti setiap dua bulan (minyak pelumas yang tahan terhadap suhu tinggi 200℃ harus digunakan).
Bagian utama seperti batang sekrup, rel berpihak, dudukan cetakan, meja atas dan bawah harus dibersihkan dari debu dan karat setiap dua hari;
Bagian bergerak, seperti batang sekrup, rel pemandu, harus dilumasi, diperiksa dan dikencangkan setiap bulan.
Bagian kelistrikan harus dibersihkan dari debu, diperiksa dan dikencangkan seminggu sekali.
Peralatan EKO Co, Ltd.adalah produsen rem tekan CNC lembaran logam berteknologi tinggi dan ramah lingkungan.Teknologi produk berasal dari "darah" industri internasional.
EKO memiliki empat seri press brake berkualitas tinggi: "ES", "EHII", "ET" dan "ESS".Ada kekuatan teknologi yang kuat, konsep pengembangan peralatan inovatif, tim pengembangan profesional, teknologi self-core dan sejumlah paten inovasi teknologi baru.Pasar mencakup seluruh dunia.
EKO memperhatikan pembangunan budaya perusahaan, membangun merek budaya perusahaan, dan mengintegrasikan budaya perusahaan ke dalam produk.EKO mematuhi prinsip "perbaikan berkelanjutan dan inovasi berkelanjutan" untuk membangun sistem mandiri.Mematuhi kebijakan mutu "kepuasan pelanggan adalah pengejaran kami, jaminan kualitas adalah komitmen kami", yang dipandu oleh kebutuhan pelanggan dan berdasarkan produk berkualitas tinggi untuk memastikan kualitas produk.Terus menyediakan pelanggan dengan mesin pengolah lembaran logam berpresisi tinggi, berefisiensi tinggi, aman, stabil, hemat energi, dan ramah lingkungan.EKO Equipment Co.,Ltd.adalah produsen rem tekan CNC lembaran logam berteknologi tinggi dan ramah lingkungan.Teknologi produk berasal dari "darah" industri internasional.
EKO memiliki empat seri press brake berkualitas tinggi: "ES", "EHII", "ET" dan "ESS".Ada kekuatan teknologi yang kuat, konsep pengembangan peralatan inovatif, tim pengembangan profesional, teknologi self-core dan sejumlah paten inovasi teknologi baru.Pasar mencakup seluruh dunia.
EKO memperhatikan pembangunan budaya perusahaan, membangun merek budaya perusahaan, dan mengintegrasikan budaya perusahaan ke dalam produk.EKO mematuhi prinsip "perbaikan berkelanjutan dan inovasi berkelanjutan" untuk membangun sistem mandiri.
Mematuhi kebijakan mutu "kepuasan pelanggan adalah pengejaran kami, jaminan kualitas adalah komitmen kami", yang dipandu oleh kebutuhan pelanggan dan berdasarkan produk berkualitas tinggi untuk memastikan kualitas produk.Terus memberi pelanggan mesin pengolah lembaran logam berpresisi tinggi, berefisiensi tinggi, aman, stabil, hemat energi, dan ramah lingkungan.
FAQ:
Berapa lama waktu yang dibutuhkan untuk mengirimkan mesin?
Umumnya, kami akan mengirimkan barang dalam waktu 30 hari.Jika mesin milik produk yang disesuaikan non-standar, waktunya akan lebih lama, tetapi waktu terlama tidak akan melebihi 50 hari.
Apa jenis pembayaran yang Anda terima?
Umumnya, kami menerima pembayaran T/T dan L/C, deposit 30% dan pembayaran 70% sebelum pengiriman.Jika Anda adalah pelanggan khusus kami, kami dapat menerima metode pembayaran yang lebih baik.
Apa masa garansi mesin Anda?
Untuk mesin konvensional, masa garansi kami adalah satu tahun.Untuk mesin khusus non-standar, kami dapat memberikan garansi 2-3 tahun, tetapi hal ini harus dikonfirmasi terlebih dahulu dengan tim penjualan kami.Selama masa garansi, kami menyediakan suku cadang gratis.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter! Indonesian
Indonesian