

 Arabic
Arabic





















4. الهيكل الرئيسي ومبدأ العمل
الآلة عبارة عن 6 محاور (Y1 ، Y2 ، Z1 ، Z2 ، X ، R) فرامل ضغط هيدروليكي.كل محرك سيرفو دقيق ومستقر بشكل مستمر مدفوع بجودة عالية ، فرامل ضغط عالية الدقة لديه محرك سيرفو مستورد كقوة دافعة للقيادة ، وهو ضمان لنقل المعدات بدقة وثبات.يتكون بشكل أساسي من المكونات التالية:
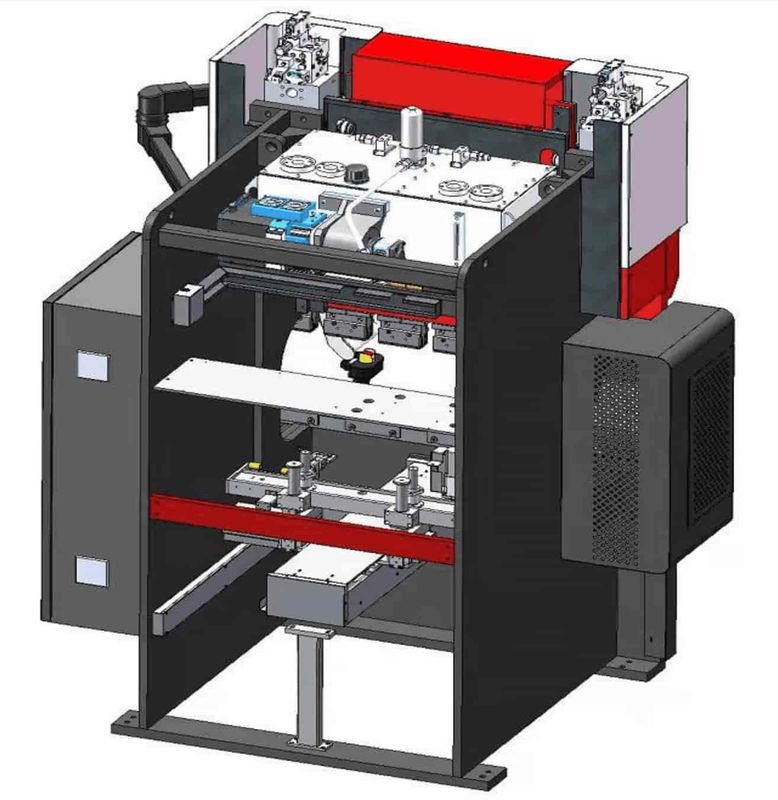
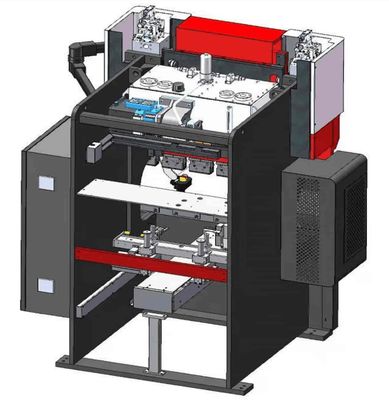
جسم الإطار
يتكون المكون من إطار ، ومنضدة علوية وسفلية ، وقضيب لولبي ناقل الحركة ، ومجموعة محامل داعمة ، ومجموعة عجلة التوجيه ، وما إلى ذلك. يتم توصيل قضيب لولبي ناقل الحركة بالجدول العلوي والإطار من خلال البراغي ، ويقوم محرك سيرفو بتحريك قضيب اللولب إلى قم بتدوير الطاولة العلوية بسرعة بحركة ترددية ، لغرض ثني وتشكيل القوالب.يمكن التحكم في مجموعتي قضبان النقل اللولبية بشكل مستقل ، ويمكن تعويض انحراف الزاوية تلقائيًا ، بحيث يتم التحكم في تغيير زاوية قطعة العمل ضمن نطاق التسامح.
نظام قياس العودة
تتكون وحدة التجميع من مكون الرفع ، ومكون المنضدة المنزلقة ، ومكون الاحتفاظ بالمواد ، وما إلى ذلك. يتم تشغيل نظام تحديد موضع المقياس الخلفي لأداة الماكينة بواسطة محرك مؤازر من خلال قضيب لولبي دقيق ، ويمكن أن يصل بسرعة إلى الموضع المحدد ، حتى ميكرون- دقة المستوى ، تحقق أخيرًا التشغيل الآلي الكامل وتحسين كفاءة العمل.
مكونات القالب
تتكون وحدة التجميع من مجموعة القالب العلوية والسفلية.يتم تثبيت القالب العلوي على الطاولة العلوية بواسطة جهاز التثبيت.جهاز التثبيت الذي يوفره الجهاز يحقق سرعة تحميل وتفريغ القوالب من خلال آلية.يتم تزويد جهاز التثبيت بآلية قطع إسفين لتعديل زاوية الانحناء محليًا بحيث يتم تغيير زاوية قطعة العمل ضمن نطاق التحمل.يتم ترتيب القالب السفلي ، جنبًا إلى جنب مع دليل القالب البحري والسكك الحديدية ، على الطاولة السفلية.
5. تحكم CNC
Delem و STEP Controller يرجى الرجوع إلى وثائق DA-66T_English و DA-69T_English و STEP_English.
6. الرفع والتركيب
(1) الرفع
يكون مركز ثقل الماكينة للأمام قليلاً وعلى الجانب المرتفع ، لذلك من الضروري الانتباه إلى موضع مركز الثقل لأداة الماكينة أثناء الرفع والمناولة والتركيب لتجنب انقلاب أداة الماكينة.أثناء الرفع ، يجب تثبيت جهاز الرفع على فتحة الرفع الخاصة بأداة الآلة للرفع الرأسي.للنقل ، يجب أن تكون المعدات مثبتة بإحكام بضمادة.
(2) التثبيت والتسوية
كما هو موضح في الرسم المرفق (رسم الأساس) ، قم بعمل قاعدة تثبيت أداة الماكينة مسبقًا ، ضع أداة الماكينة على القاعدة ، وقم بتثبيت مسامير الأساس ولوحة القاعدة الفولاذية.في غضون ذلك ، قم بتأكيد مستوى الرف ، بحيث يكون سطح الطاولة السفلي هو خط الأساس.اضبط مسامير التثبيت الأساسي لجعل الاستواء في الاتجاه الرأسي والأفقي 1000: 0.20.لضبط مستوى أداة الماكينة في الاتجاهين الرأسي والأفقي للوصول إلى المتطلبات.
(3) متطلبات كابل التوصيل الخارجي
من أجل سلامة الماكينة والمشغلين ، يجب تركيب قاطع دارة هواء ثلاثي الأطوار 100A 2 لتزويد الطاقة المتصل خارجيًا ، ويجب أن يكون الكابل 4-core RV wire ≥10mm.بالإضافة إلى ذلك ، يجب ضبط جهاز التأريض بشكل مستقل ولا يمكن مشاركته مع الدوائر الكهربائية الأخرى ، بقيمة مقاومة ≤ 4 Ω.
7. الصيانة
مواصفات الصيانة اليومية لمكبح الضغط الهيدروليكي.
من أجل ضمان الأداء الجيد والدقة للمعدات أثناء الإنتاج ، وضمان جودة المنتج ، وتقليل تكرار الصيانة وإطالة عمر الخدمة ، يلزم إجراء عناصر الفحص اليومية بدقة ، على سبيل المثال ، إزالة الغبار والصدأ ، ومنع الرطوبة ، والتشحيم ، والمسمار تشديد ، إلخ.
يجب تشحيم محمل المنضدة المنزلقة ومحمل الرفع وفحصهما وشدهما ، واستبدال زيت التشحيم كل شهرين (يجب استخدام شحم الزيت المقاوم لدرجة حرارة 200 درجة مئوية).
![]()
![]()
تخضع الأجزاء الرئيسية مثل القضيب اللولبي وسكة الانزلاق ومقعد القالب والطاولة العلوية والسفلية لإزالة الغبار والصدأ كل يومين ؛
الأجزاء المتحركة ، مثل قضيب اللولب وسكة التوجيه ، يجب تشحيمها وفحصها وإحكام ربطها كل شهر.
تخضع الأجزاء الكهربائية لإزالة الغبار وفحصها وشدها مرة في الأسبوع.