

 Turkish
Turkish



















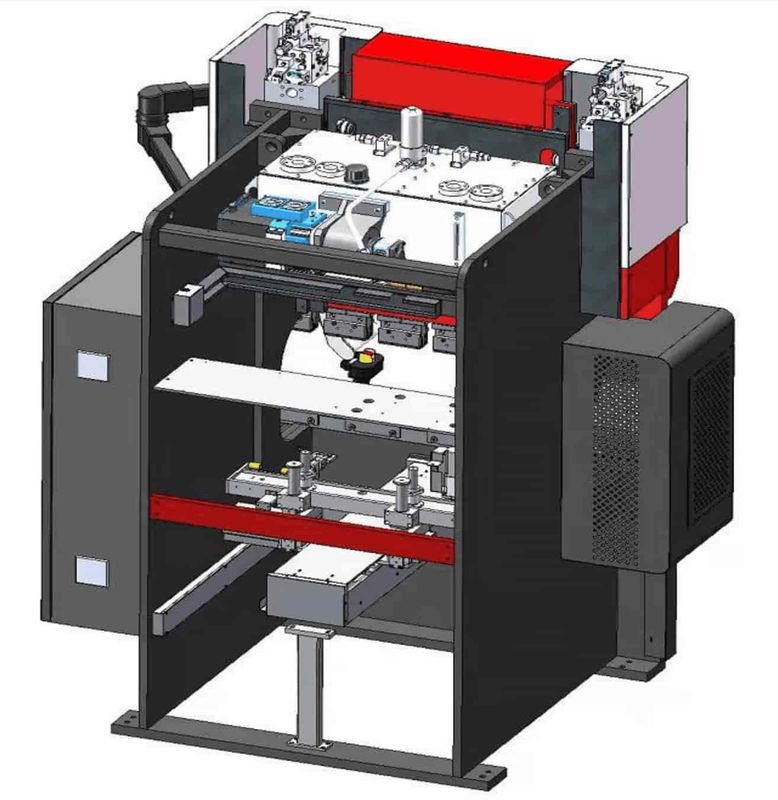
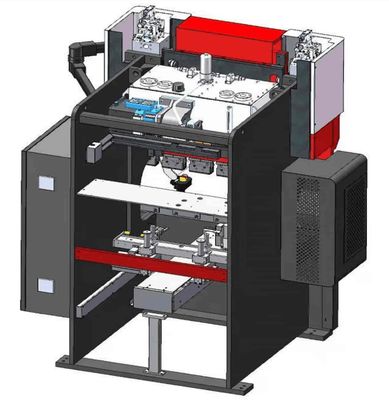


4. Ana yapı ve çalışma prensibi
Makine 6 eksenli (Y1, Y2, Z1, Z2, X, R) bir hidrolik pres frendir. Her biri sürekli hassas ve kararlı saf servo motor tahrikli yüksek kaliteli, yüksek hassasiyetli pres freni, tahrik gücü olarak ithal bir servo motora sahiptir. bu, ekipmanın hassas ve dengeli hareket etmesinin garantisidir.Esas olarak aşağıdaki bileşenlerden oluşur:
Çerçeve gövdesi
Bileşen bir çerçeve, üst ve alt tabla, transmisyon vidası çubuğu, destek yatağı grubu, kılavuz tekerlek grubu vb. içerir. Transmisyon vidası çubuğu üst tablaya ve çerçeveye cıvatalarla bağlanır, servo motor vida çubuğunu tahrik eder kalıpları bükmek ve şekillendirmek amacıyla üst tablayı ileri geri hareketle hızla döndürün.İki transmisyon vida çubuğu grubu bağımsız olarak kontrol edilebilir ve açı sapması otomatik olarak telafi edilebilir, böylece iş parçasının açı değişimi tolerans aralığında kontrol edilir.
Arka dayama sistemi
Montaj birimi, kaldırma bileşenini, kayar tabla bileşenini, malzeme tutma bileşenini vb. seviye hassasiyeti, nihayet tam otomasyonu gerçekleştirin ve çalışma verimliliğini artırın.
Kalıp bileşenleri
Montaj ünitesi, üst ve alt kalıp montajından oluşur.Üst kalıp, sıkıştırma cihazı ile üst tablaya sabitlenir;Cihazın sağladığı sıkıştırma aparatı, kalıpların hızlı bir şekilde yüklenmesini ve boşaltılmasını bir mekanizma vasıtasıyla gerçekleştirir.Sıkıştırma cihazı, iş parçasının açısının tolerans aralığı içinde değiştirilmesi için bükme açısını lokal olarak değiştirmek için bir kama düzeltme mekanizması ile donatılmıştır.Alt kalıp, kalıp deniz ve ray kılavuzu ile birlikte alt tabla üzerinde düzenlenmiştir.
5. CNC Denetleyici
Delem ve STEP Kontrolörü lütfen DA-66T_English, DA-69T_English ve STEP_English belgelerine bakın.
6. Kaldırma ve kurulum
(1) Kaldırma
Tezgahın ağırlık merkezi biraz önde ve yüksek taraftadır, bu nedenle kaldırma, taşıma ve montaj sırasında takım tezgahının devrilmesini önlemek için takım tezgahının ağırlık merkezinin konumuna dikkat etmek gerekir.Kaldırma sırasında, dikey kaldırma için kaldırma aracı makine aletinin kaldırma deliğine sabitlenmelidir.Nakliye için ekipman bir bandajla sıkıca sabitlenmelidir.
(2)Kurulum ve tesviye
Ekteki çizimde (temel çizimi) belirtildiği gibi, makine aleti montaj tabanını önceden yapın, makine aletini tabana koyun ve temel cıvatalarını ve ayak pedi çelik plakasını takın.Bu arada, alt tabla yüzeyi taban çizgisi olarak alınarak rafın seviyesini onaylayın.Düzlüğü dikey ve yatay yönde ≤1000:0,20 yapmak için taban ankrajının cıvatalarını ayarlayın.İhtiyaca ulaşmak için takım tezgahının düzlüğünü hem dikey hem de yatay yönde ayarlamak.
(3)Harici bağlantı kablosu gereksinimleri
Makine ve operatörlerin güvenliği için, harici olarak bağlanan güç kaynağına 2 100A üç fazlı açık devre kesici takılmalı ve kablonun 4 damarlı RV kablosu ≥10mm olması gerekir.Ayrıca topraklama cihazının bağımsız olarak ayarlanması gerekir ve direnç değeri ≤ 4 Ω olan diğer elektrik devreleri ile paylaşılamaz.
7. Bakım
Hidrolik abkant presin günlük bakımına ilişkin özellikler.
Üretim sırasında ekipmanın iyi performans ve hassasiyetini sağlamak, ürün kalitesini garanti etmek, bakım sıklığını azaltmak ve hizmet ömrünü uzatmak için toz ve pas giderme, nem önleme, yağlama, vidalama gibi günlük denetim öğelerinin sıkı bir şekilde gerçekleştirilmesi gerekir. sıkma vb.
Sürgülü masa yatağı ve kaldırma yatağı yağlanmalı, kontrol edilmeli ve sıkılmalıdır ve yağlama yağı iki ayda bir değiştirilmelidir (200°C yüksek sıcaklığa dayanıklı gres yağı kullanılmalıdır).
![]()
![]()
Vida çubuğu, kenar rayı, kalıp yuvası, üst ve alt tabla gibi ana parçalar iki günde bir toz ve pas temizliğine tabi tutulacaktır;
Vida kolu, kılavuz ray gibi hareketli parçalar her ay yağlanmalı, kontrol edilmeli ve sıkılmalıdır.
Elektrikli parçalar haftada bir kez tozdan arındırılmalı, kontrol edilmeli ve sıkılmalıdır.