

 Vietnamese
Vietnamese



















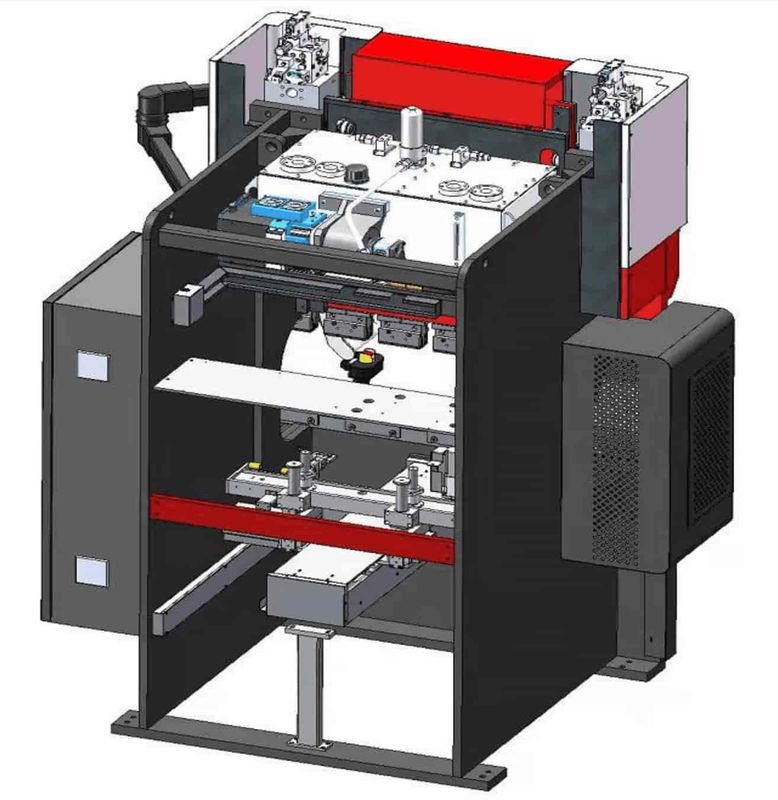
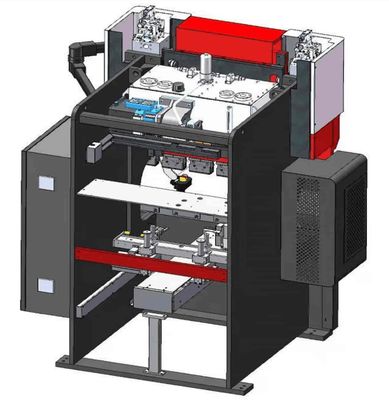


4. Cấu tạo chính và nguyên lý làm việc
Máy này là phanh ép thủy lực 6 trục (Y1, Y2, Z1, Z2, X, R). Mỗi động cơ servo thuần túy chính xác và ổn định liên tục được điều khiển bởi phanh báo chí có độ chính xác cao, chất lượng cao có một động cơ servo nhập khẩu làm động lực truyền động của nó, đó là sự đảm bảo cho việc di chuyển chính xác và ổn định của thiết bị.Nó chủ yếu bao gồm các thành phần sau:
Thân khung
Bộ phận này bao gồm khung, bàn trên và bàn dưới, thanh trục vít truyền động, nhóm ổ trục đỡ, nhóm bánh dẫn hướng, v.v. Thanh trục vít truyền động được kết nối với bàn trên và khung thông qua các bu lông, động cơ servo điều khiển thanh trục vít đến xoay nhanh bàn trên với chuyển động tịnh tiến, với mục đích uốn và tạo khuôn.Hai nhóm thanh vít truyền động có thể được điều khiển độc lập và độ lệch góc có thể được bù tự động, do đó sự thay đổi góc của phôi được kiểm soát trong phạm vi dung sai.
Hệ thống đo trở lại
Bộ phận lắp ráp bao gồm bộ phận nâng, bộ phận bàn trượt, bộ phận giữ vật liệu, v.v. Hệ thống định vị thước đo phía sau của máy công cụ đều được điều khiển bởi động cơ servo thông qua thanh trục vít chính xác, có thể nhanh chóng đạt đến vị trí đã chỉ định, lên đến micron- mức độ chính xác, cuối cùng nhận ra tự động hóa hoàn toàn và nâng cao hiệu quả làm việc.
Thành phần khuôn mẫu
Bộ phận lắp ráp bao gồm cụm khuôn trên và khuôn dưới.Khuôn trên được cố định trên bàn trên bằng thiết bị kẹp;thiết bị kẹp được cung cấp bởi thiết bị thực hiện việc tải và dỡ khuôn nhanh chóng thông qua một cơ chế.Thiết bị kẹp được trang bị cơ cấu cắt nêm để thay đổi cục bộ góc uốn sao cho góc của phôi được thay đổi trong phạm vi dung sai.Khuôn dưới, cùng với biển khuôn và ray dẫn hướng, được bố trí trên bàn dưới.
5. Bộ điều khiển CNC
Delem và Bộ điều khiển STEP vui lòng tham khảo tài liệu của DA-66T_English, DA-69T_English và STEP_English.
6. Vận chuyển và lắp đặt
(1) cẩu
Trọng tâm của máy hơi hướng về phía trước và ở trên cao nên khi nâng hạ, bốc vác, lắp đặt cần chú ý đến vị trí trọng tâm của máy công cụ để tránh máy công cụ bị lật.Trong quá trình cẩu, thiết bị nâng phải được cố định trên lỗ cẩu của máy công cụ để cẩu thẳng đứng.Để vận chuyển, thiết bị phải được cố định chắc chắn bằng băng.
(2) Lắp đặt và san lấp mặt bằng
Như được chỉ ra trong bản vẽ đính kèm (bản vẽ móng), hãy làm bệ lắp đặt máy công cụ trước, đặt máy công cụ lên bệ và lắp các bu lông móng và tấm thép đệm chân.Trong khi đó, xác nhận mức độ của giá đỡ, với mặt bàn thấp hơn làm đường cơ sở.Điều chỉnh các bu lông của neo đế để tạo độ bằng phẳng theo hướng dọc và ngang ≤1000: 0,20.Điều chỉnh độ bằng của máy công cụ theo cả hướng dọc và ngang để đạt được yêu cầu.
(3)Yêu cầu đối với cáp kết nối bên ngoài
Để đảm bảo an toàn cho máy và người vận hành, phải lắp đặt bộ ngắt mạch không khí ba pha 100A 2 cho nguồn điện được kết nối bên ngoài và cáp bắt buộc phải là dây RV 4 lõi ≥10mm.Ngoài ra, thiết bị nối đất cần được đặt độc lập, không được dùng chung với các mạch điện khác, có giá trị điện trở ≤ 4 Ω.
7. Bảo trì
Thông số kỹ thuật về bảo dưỡng phanh ép thủy lực hàng ngày.
Để đảm bảo hiệu suất tốt và độ chính xác của thiết bị trong quá trình sản xuất, đảm bảo chất lượng sản phẩm, giảm tần suất bảo trì và kéo dài tuổi thọ, cần phải thực hiện nghiêm ngặt các hạng mục kiểm tra hàng ngày, ví dụ: loại bỏ bụi và rỉ sét, chống ẩm, bôi trơn, vít thắt chặt, vv
Ổ trục bàn trượt và ổ trục nâng phải được bôi trơn, kiểm tra và siết chặt, đồng thời thay dầu bôi trơn hai tháng một lần (phải sử dụng mỡ chịu được nhiệt độ cao 200℃).
![]()
![]()
Các bộ phận chính như thanh vít, đường ray bên, bệ khuôn, bàn trên và dưới phải được tẩy bụi và rỉ sét hai ngày một lần;
Các bộ phận có thể di chuyển, chẳng hạn như thanh vít, ray dẫn hướng, phải được bôi trơn, kiểm tra và siết chặt hàng tháng.
Các bộ phận điện phải được loại bỏ bụi, kiểm tra và siết chặt mỗi tuần một lần.