

 Italian
Italian



















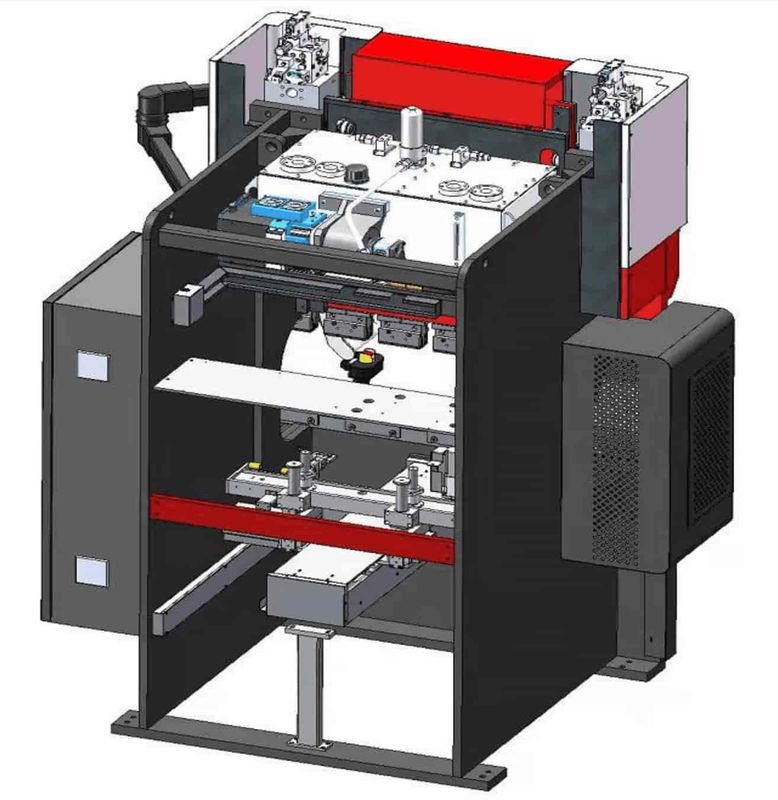
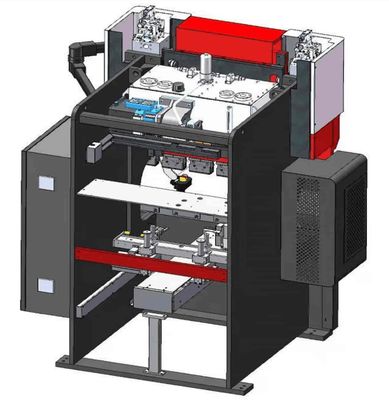


4. Struttura principale e principio di funzionamento
La macchina è una pressa piegatrice idraulica a 6 assi (Y1, Y2, Z1, Z2, X, R). Ogni pressa piegatrice di alta qualità e di alta precisione azionata da un servomotore puro continuamente preciso e stabile ha un servomotore importato come forza motrice motrice, che è la garanzia per il movimento preciso e stabile dell'attrezzatura.È composto principalmente dai seguenti componenti:
Corpo del telaio
Il componente comprende un telaio, il tavolo superiore e inferiore, l'asta della vite di trasmissione, il gruppo cuscinetto di supporto, il gruppo ruota guida, ecc. L'asta della vite di trasmissione è collegata con il tavolo superiore e il telaio tramite bulloni, il servomotore aziona l'asta della vite per ruotare rapidamente la tavola superiore con moto alternato, allo scopo di piegare e formare stampi.I due gruppi di aste della vite di trasmissione possono essere controllati indipendentemente e la deviazione dell'angolo può essere compensata automaticamente, in modo che la variazione dell'angolo del pezzo sia controllata entro l'intervallo di tolleranza.
Sistema di calibro posteriore
L'unità di assemblaggio comprende componente di sollevamento, componente del tavolo scorrevole, componente di trattenimento del materiale, ecc. Il sistema di posizionamento del registro posteriore della macchina utensile è tutto azionato da un servomotore tramite asta di precisione, può raggiungere rapidamente la posizione specificata, fino a micron- precisione di livello, finalmente realizza l'automazione completa e migliora l'efficienza lavorativa.
Componenti dello stampo
L'unità di assemblaggio è costituita dal gruppo stampo superiore e inferiore.Lo stampo superiore è fissato sulla tavola superiore tramite il dispositivo di bloccaggio;il dispositivo di bloccaggio fornito dal dispositivo realizza il carico e lo scarico rapido degli stampi attraverso un meccanismo.Il dispositivo di bloccaggio è dotato di un meccanismo di rifilatura a cuneo per modificare localmente l'angolo di piegatura in modo tale che l'angolo del pezzo venga modificato all'interno dell'intervallo di tolleranza.Lo stampo inferiore, insieme al mare dello stampo e alla guida della rotaia, è disposto sulla tavola inferiore.
5. Controllore CNC
Delem e STEP Controller fare riferimento ai documenti DA-66T_English, DA-69T_English e STEP_English.
6. Sollevamento e installazione
(1) Sollevamento
Il baricentro della macchina è leggermente avanzato e sul lato alto, quindi è necessario prestare attenzione alla posizione del baricentro della macchina utensile durante il sollevamento, la movimentazione e l'installazione in modo da evitare il ribaltamento della macchina utensile.Durante il sollevamento, l'apparecchio di sollevamento deve essere fissato sul foro di sollevamento della macchina utensile per il sollevamento verticale.Per il trasporto, l'attrezzatura deve essere fissata saldamente con una benda.
(2) Installazione e livellamento
Come indicato nel disegno allegato (disegno della fondazione), preparare in anticipo la base di installazione della macchina utensile, posizionare la macchina utensile sulla base e installare i bulloni della fondazione e la piastra in acciaio del piedino.Nel frattempo, conferma il livello del rack, con la superficie inferiore del tavolo come linea di base.Regolare i bulloni dell'ancoraggio di base per rendere la planarità nella direzione verticale e orizzontale ≤1000:0,20.Per regolare la planarità della macchina utensile sia in direzione verticale che orizzontale per raggiungere il requisito.
(3) Requisiti per il cavo di collegamento esterno
Per la sicurezza della macchina e degli operatori, è necessario installare un interruttore automatico trifase da 100 A 2 per l'alimentazione collegata esternamente e il cavo deve essere un cavo RV a 4 conduttori ≥10 mm.Inoltre, il dispositivo di messa a terra deve essere impostato in modo indipendente e non può essere condiviso con altri circuiti elettrici, con valore di resistenza ≤ 4 Ω.
7. Manutenzione
Specifiche sulla manutenzione giornaliera della pressa piegatrice idraulica.
Al fine di garantire buone prestazioni e precisione delle apparecchiature durante la produzione, garantire la qualità del prodotto, ridurre la frequenza di manutenzione e prolungare la durata, è necessario eseguire rigorosamente i controlli quotidiani, ad esempio rimozione di polvere e ruggine, prevenzione dell'umidità, lubrificazione, vite serraggio, ecc.
Il cuscinetto del tavolo scorrevole e il cuscinetto di sollevamento devono essere lubrificati, controllati e serrati e l'olio di lubrificazione deve essere sostituito ogni due mesi (deve essere utilizzato grasso per olio resistente a temperature elevate di 200 ℃).
![]()
![]()
Le parti principali come l'asta della vite, il binario di raccordo, il sedile dello stampo, il tavolo superiore e inferiore devono essere soggetti a rimozione di polvere e ruggine ogni due giorni;
Le parti mobili, come l'asta della vite, il binario di guida, devono essere lubrificate, controllate e serrate ogni mese.
Le parti elettriche devono essere sottoposte a rimozione della polvere, controllate e serrate una volta alla settimana.