

 Hindi
Hindi





















4. मुख्य संरचना और कार्य सिद्धांत
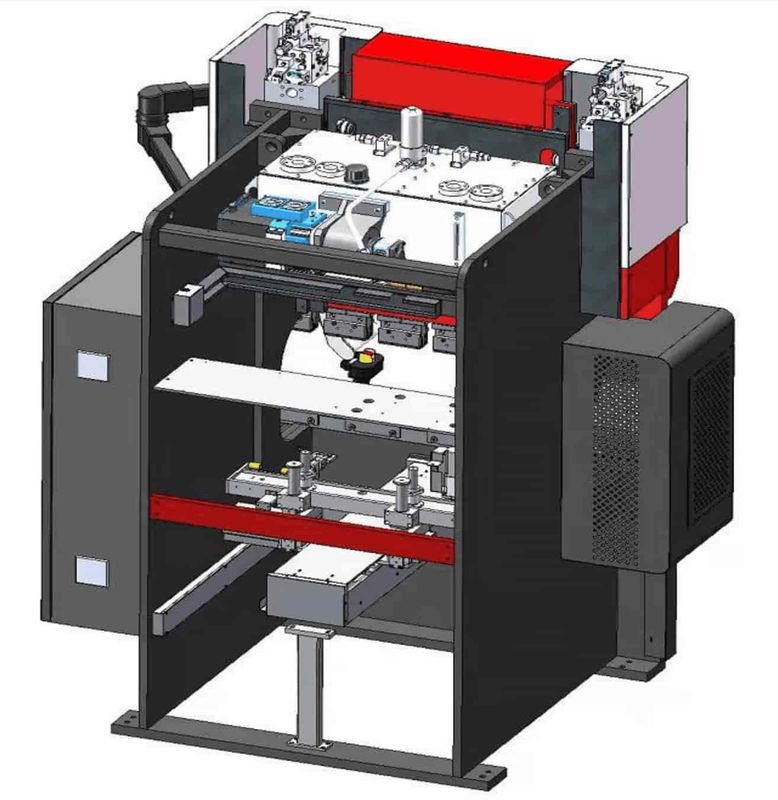
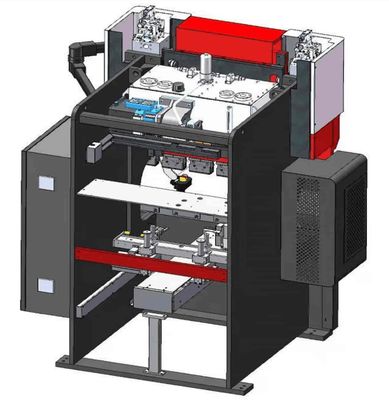
मशीन एक 6axis (Y1, Y2, Z1, Z2, X, R) हाइड्रॉलिकप्रेस ब्रेक है। प्रत्येक निरंतर सटीक और स्थिर शुद्ध सर्वो मोटर चालित उच्च-गुणवत्ता, उच्च-परिशुद्धता प्रेस ब्रेक में एक आयातित सर्वो मोटर है जो ड्राइविंग मकसद शक्ति के रूप में है। जो उपकरण के सटीक और स्थिर चलने की गारंटी है।यह मुख्य रूप से निम्नलिखित घटकों से बना है:
फ्रेम शरीर
घटक में एक फ्रेम, ऊपरी और निचली टेबल, ट्रांसमिशन स्क्रू रॉड, सपोर्ट बियरिंग ग्रुप, गाइड व्हील ग्रुप आदि शामिल हैं। ट्रांसमिशन स्क्रू रॉड ऊपरी टेबल और बोल्ट के माध्यम से फ्रेम से जुड़ा होता है, सर्वो मोटर स्क्रू रॉड को ड्राइव करता है झुकने और मोल्ड बनाने के उद्देश्य से ऊपरी तालिका को तेजी से घूमने वाली गति के साथ घुमाएं।ट्रांसमिशन स्क्रू रॉड्स के दो समूहों को स्वतंत्र रूप से नियंत्रित किया जा सकता है, और कोण विचलन को स्वचालित रूप से मुआवजा दिया जा सकता है, ताकि वर्कपीस के कोण परिवर्तन को सहिष्णुता सीमा के भीतर नियंत्रित किया जा सके।
बैक गेज प्रणाली
असेंबली यूनिट में लिफ्टिंग कंपोनेंट, स्लाइडिंग टेबल कंपोनेंट, मटेरियल रिटेनिंग कंपोनेंट आदि शामिल हैं। मशीन टूल के बैक गेज की पोजिशनिंग सिस्टम सर्वो मोटर द्वारा प्रिसिजन स्क्रू रॉड के माध्यम से संचालित होती है, जल्दी से माइक्रोन तक निर्दिष्ट स्थिति तक पहुंच सकती है- स्तर की सटीकता, अंत में पूर्ण स्वचालन का एहसास और कार्य कुशलता में सुधार।
मोल्ड घटकों
असेंबली यूनिट में ऊपरी और निचले मोल्ड असेंबली होते हैं।ऊपरी मोल्ड ऊपरी तालिका पर क्लैंपिंग डिवाइस द्वारा तय किया गया है;डिवाइस द्वारा प्रदान की गई क्लैम्पिंग डिवाइस एक तंत्र के माध्यम से मोल्ड्स के त्वरित लोडिंग और अनलोडिंग का एहसास करती है।झुकने वाले कोण को स्थानीय रूप से संशोधित करने के लिए क्लैम्पिंग डिवाइस को एक वेज ट्रिमिंग तंत्र के साथ प्रदान किया जाता है ताकि सहिष्णुता सीमा के भीतर वर्कपीस के कोण को बदल दिया जाए।निचले मोल्ड, मोल्ड सागर और रेल गाइड के साथ, निचली तालिका पर व्यवस्थित होते हैं।
5. सीएनसी नियंत्रक
Delem और STEP नियंत्रक कृपया DA-66T_English, DA-69T_English और STEP_English के दस्तावेज़ों का संदर्भ लें।
6. उत्थापन और स्थापना
(1) उत्थापन
मशीन के गुरुत्वाकर्षण का केंद्र थोड़ा आगे और ऊपर की ओर होता है, इसलिए उठाने, संभालने और स्थापित करने के दौरान मशीन टूल के गुरुत्वाकर्षण के केंद्र की स्थिति पर ध्यान देना आवश्यक है ताकि मशीन टूल के पलटने से बचा जा सके।फहराने के दौरान, उत्थापन उपकरण को ऊर्ध्वाधर उत्थापन के लिए मशीन उपकरण के उत्थापन छेद पर तय किया जाना चाहिए।परिवहन के लिए, उपकरण को एक पट्टी के साथ मजबूती से तय किया जाना चाहिए।
(2) स्थापना और समतल करना
जैसा कि संलग्न ड्राइंग (फाउंडेशन ड्राइंग) में बताया गया है, मशीन टूल इंस्टॉलेशन बेस को पहले से बनाएं, मशीन टूल को बेस पर रखें, और फाउंडेशन बोल्ट और फुट-पैड स्टील प्लेट स्थापित करें।इस बीच, आधार रेखा के रूप में निचली तालिका सतह के साथ, रैक के स्तर की पुष्टि करें।ऊर्ध्वाधर और क्षैतिज दिशा में समतलता बनाने के लिए बेस एंकर के बोल्ट समायोजित करें≤1000:0.20।आवश्यकता तक पहुँचने के लिए ऊर्ध्वाधर और क्षैतिज दोनों दिशाओं में मशीन टूल की समतलता को समायोजित करने के लिए।
(3) बाहरी कनेक्शन केबल के लिए आवश्यकताएँ
मशीन और ऑपरेटरों की सुरक्षा के लिए, बाहरी रूप से जुड़े बिजली की आपूर्ति के लिए एक 100A तीन-चरण एयर सर्किट ब्रेकर 2 स्थापित किया जाना चाहिए, और केबल को 4-कोर आरवी तार ≥10 मिमी होना आवश्यक है।इसके अलावा, ग्राउंडिंग डिवाइस को स्वतंत्र रूप से सेट करने की आवश्यकता होती है और प्रतिरोध मान ≤ 4 Ω के साथ अन्य विद्युत सर्किट के साथ साझा नहीं किया जा सकता है।
7. रखरखाव
हाइड्रोलिक प्रेस ब्रेक के दैनिक रखरखाव पर विनिर्देश।
उत्पादन के दौरान उपकरणों के अच्छे प्रदर्शन और सटीकता को सुनिश्चित करने के लिए, उत्पाद की गुणवत्ता की गारंटी, रखरखाव की आवृत्ति को कम करने और सेवा जीवन को लम्बा करने के लिए, दैनिक निरीक्षण वस्तुओं, जैसे, धूल और जंग हटाने, नमी की रोकथाम, स्नेहन, पेंच को सख्ती से पूरा करना आवश्यक है। कसना, आदि
स्लाइडिंग टेबल बेयरिंग और लिफ्टिंग बेयरिंग को लुब्रिकेट, चेक और टाइट किया जाएगा, और हर दो महीने में स्नेहन तेल को बदल दिया जाएगा (200 ℃ उच्च तापमान के लिए प्रतिरोधी तेल का उपयोग किया जाएगा)।
![]()
![]()
मेजर पार्ट्स जैसे स्क्रू रॉड, साइडिंग रेल, मोल्ड सीट, ऊपरी और निचली टेबल हर दो दिनों में धूल और जंग हटाने के अधीन होंगे;
चल भागों, जैसे स्क्रू रॉड, गाइड रेल, को हर महीने लुब्रिकेट, चेक और टाइट किया जाएगा।
विद्युत भागों को धूल हटाने, जाँचने और सप्ताह में एक बार कसने के अधीन होना चाहिए।