

 Korean
Korean



















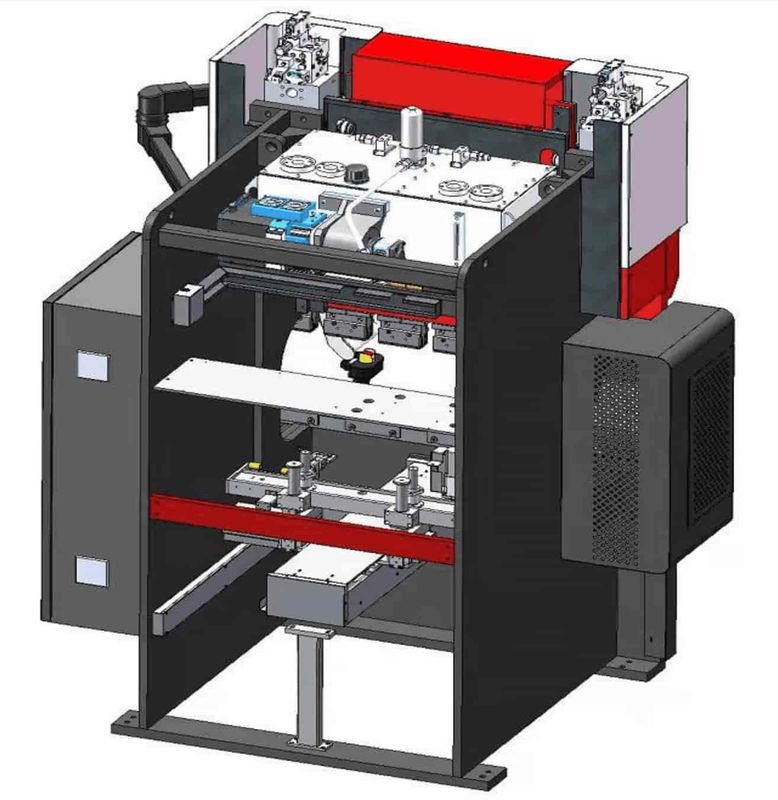
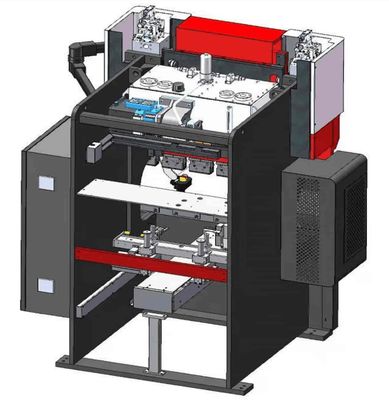


4. 주요 구조 및 작동 원리
기계는 6 축 (Y1, Y2, Z1, Z2, X, R) 유압 프레스 브레이크입니다. 지속적으로 정확하고 안정적인 순수 서보 모터 구동 고품질 고정밀 프레스 브레이크는 수입 서보 모터를 구동력으로 가지고 있으며, 장비의 정확하고 안정적인 이동을 보장합니다.주로 다음 구성 요소로 구성됩니다.
프레임 바디
구성 요소는 프레임, 상부 및 하부 테이블, 변속기 나사 막대, 지지 베어링 그룹, 가이드 휠 그룹 등으로 구성됩니다. 변속기 나사 막대는 볼트를 통해 상부 테이블 및 프레임과 연결되며, 서보 모터는 나사 막대를 금형을 구부리고 성형하기 위해 왕복 운동으로 상부 테이블을 빠르게 회전시킵니다.전송 나사 막대의 두 그룹은 독립적으로 제어할 수 있으며 각도 편차는 자동으로 보정되어 공작물의 각도 변화가 허용 범위 내에서 제어됩니다.
백 게이지 시스템
조립 장치는 리프팅 구성 요소, 슬라이딩 테이블 구성 요소, 재료 유지 구성 요소 등으로 구성됩니다. 공작 기계 백 게이지의 포지셔닝 시스템은 모두 정밀 나사 막대를 통해 서보 모터에 의해 구동되며 최대 미크론까지 지정된 위치에 빠르게 도달할 수 있습니다. 수준의 정밀도, 마침내 완전 자동화를 실현하고 작업 효율성을 향상시킵니다.
금형 부품
조립 단위는 상부 금형 조립체와 하부 금형 조립체로 구성됩니다.클램핑 장치에 의해 상부 금형이 상부 테이블에 고정되고;장치가 제공하는 클램핑 장치는 메커니즘을 통해 금형의 빠른 로딩 및 언 로딩을 실현합니다.클램핑 장치에는 공작물의 각도가 공차 범위 내에서 변경되도록 굽힘 각도를 국부적으로 수정하기 위한 웨지 트리밍 메커니즘이 제공됩니다.하부 몰드는 몰드 바다 및 레일 가이드와 함께 하부 테이블에 배치됩니다.
5. CNC 컨트롤러
Delem 및 STEP Controller는 DA-66T_English, DA-69T_English 및 STEP_English의 문서를 참조하십시오.
6. 게양 및 설치
(1) 게양
기계의 무게 중심은 약간 앞쪽에 있고 위쪽에 있으므로 공작 기계의 전복을 방지하기 위해 리프팅, 취급 및 설치 중에 공작 기계의 무게 중심 위치에 주의해야 합니다.호이스트 시 수직 호이스팅을 위해 리프팅 장치를 공작 기계의 호이스팅 구멍에 고정해야 합니다.운송을 위해 장비는 붕대로 단단히 고정되어야 합니다.
(2) 설치 및 레벨링
첨부도면(기초도면)과 같이 미리 공작기계 설치대를 만들어 그 위에 공작기계를 올려놓고 기초볼트와 발판철판을 설치한다.그 사이에 하단 테이블 표면을 기준으로 랙의 높이를 확인합니다.베이스 앵커의 볼트를 조정하여 수직 및 수평 방향의 수평이 ≤1000:0.20이 되도록 합니다.요구 사항에 도달하기 위해 수직 및 수평 방향 모두에서 공작 기계의 수평도를 조정합니다.
(3) 외부 연결 케이블에 대한 요구 사항
기계와 작업자의 안전을 위해 외부 전원 공급을 위해 100A 3상 기중차단기를 2개 설치해야 하며, 케이블은 4심 RV선 ≥10mm이어야 합니다.또한 접지 장치는 독립적으로 설정해야 하며 저항 값이 4Ω 이하인 다른 전기 회로와 공유할 수 없습니다.
7. 유지보수
유압 프레스 브레이크의 일일 유지 보수 사양.
생산 중 장비의 우수한 성능과 정밀도를 보장하고 제품 품질을 보장하며 유지 보수 빈도를 줄이고 서비스 수명을 연장하기 위해 먼지 및 녹 제거, 습기 방지, 윤활, 나사와 같은 일일 검사 항목을 엄격하게 수행해야 합니다. 강화 등
슬라이딩 테이블 베어링과 리프팅 베어링은 윤활, 점검 및 조임이 필요하며 윤활유는 2개월마다 교체해야 합니다(200℃ 고온에 강한 오일 그리스 사용).
![]()
![]()
나사 막대, 사이딩 레일, 금형 시트, 상하 테이블과 같은 주요 부품은 2일마다 먼지 및 녹 제거를 받아야 합니다.
나사 막대, 가이드 레일과 같은 가동 부품은 매월 윤활, 점검 및 조여야 합니다.
전기 부품은 먼지를 제거하고 일주일에 한 번 점검하고 조여야 합니다.