

 German
German



















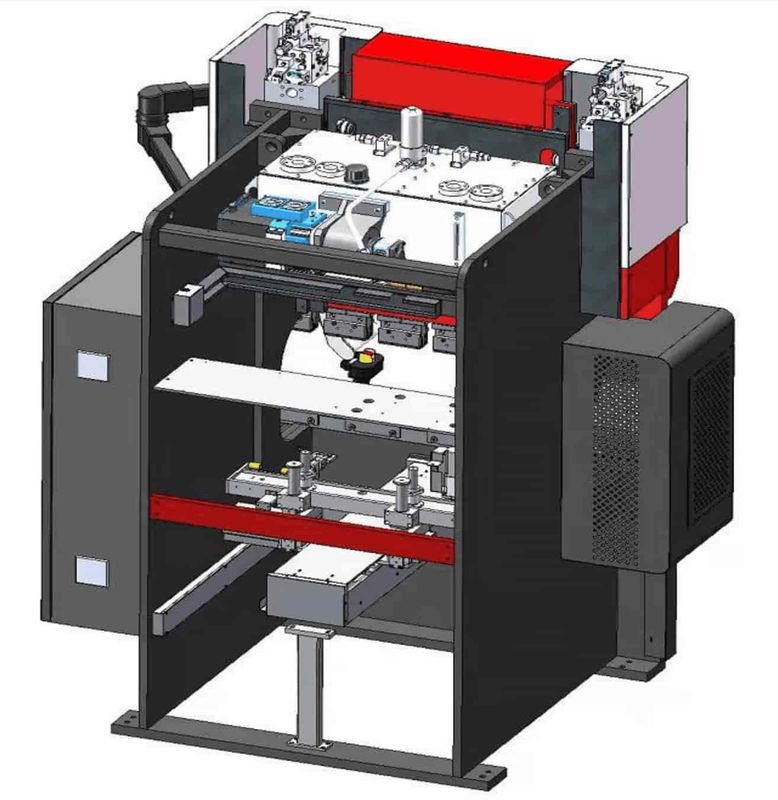
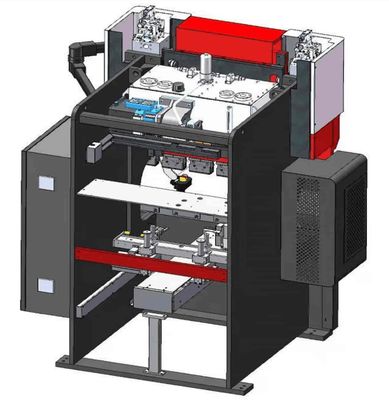


4. Hauptstruktur und Funktionsprinzip
Die Maschine ist eine hydraulische Abkantpresse mit 6 Achsen (Y1, Y2, Z1, Z2, X, R). das ist die Garantie für präzises und stabiles Bewegen der Ausrüstung.Es setzt sich hauptsächlich aus folgenden Komponenten zusammen:
Rahmenkörper
Die Komponente umfasst einen Rahmen, den oberen und den unteren Tisch, eine Übertragungsschraubenstange, eine Stützlagergruppe, eine Führungsradgruppe usw. Die Übertragungsschraubenstange ist mit dem oberen Tisch und dem Rahmen durch Bolzen verbunden, der Servomotor treibt die Schraubenstange an Drehen Sie den oberen Tisch schnell mit Hin- und Herbewegung, um Formen zu biegen und zu formen.Die beiden Gruppen von Übertragungsgewindestangen können unabhängig voneinander gesteuert werden, und die Winkelabweichung kann automatisch kompensiert werden, so dass die Winkeländerung des Werkstücks innerhalb des Toleranzbereichs gesteuert wird.
Hinteranschlagsystem
Die Montageeinheit umfasst eine Hubkomponente, eine Schiebetischkomponente, eine Materialhaltekomponente usw. Das Positionierungssystem des Hinteranschlags der Werkzeugmaschine wird alle von einem Servomotor über eine Präzisionsschraubenstange angetrieben und kann die angegebene Position schnell erreichen, bis zu Mikron- Level-Präzision, endlich Vollautomatisierung realisieren und die Arbeitseffizienz verbessern.
Formkomponenten
Die Montageeinheit besteht aus der oberen und unteren Formbaugruppe.Die Oberform wird durch die Spannvorrichtung auf dem Obertisch fixiert;Die von der Vorrichtung bereitgestellte Spannvorrichtung realisiert ein schnelles Be- und Entladen von Formen durch einen Mechanismus.Die Spannvorrichtung ist mit einem Keiltrimmmechanismus zum lokalen Modifizieren des Biegewinkels versehen, so dass der Winkel des Werkstücks innerhalb des Toleranzbereichs geändert wird.Auf dem Untertisch ist die Unterform samt Formsee und Schienenführung angeordnet.
5. CNC-Steuerung
Delem und STEP Controller beziehen sich bitte auf die Dokumente von DA-66T_English, DA-69T_English und STEP_English.
6. Heben und Installation
(1) Heben
Der Schwerpunkt der Maschine ist leicht nach vorne und auf der hohen Seite, daher ist es notwendig, beim Anheben, Transportieren und Installieren auf die Position des Schwerpunkts der Werkzeugmaschine zu achten, um ein Umkippen der Werkzeugmaschine zu vermeiden.Während des Hebens muss das Hebegerät an der Hebeöffnung der Werkzeugmaschine zum vertikalen Heben befestigt werden.Für den Transport muss das Gerät mit einer Bandage fest fixiert werden.
(2) Installation und Nivellierung
Stellen Sie, wie in der beigefügten Zeichnung (Fundamentzeichnung) angegeben, im Voraus die Werkzeugmaschinen-Installationsbasis her, stellen Sie die Werkzeugmaschine auf die Basis und installieren Sie die Fundamentbolzen und die Fußplatten-Stahlplatte.Bestätigen Sie in der Zwischenzeit die Höhe des Gestells mit der unteren Tischfläche als Grundlinie.Stellen Sie die Schrauben des Basisankers so ein, dass die Ebenheit in vertikaler und horizontaler Richtung ≤1000:0,20 ist.Zum Einstellen der Ebenheit der Werkzeugmaschine in vertikaler und horizontaler Richtung, um die Anforderung zu erfüllen.
(3)Anforderungen für externes Verbindungskabel
Zur Sicherheit von Maschine und Bedienern muss ein dreiphasiger 100-A-Leistungsschalter für die extern angeschlossene Stromversorgung installiert werden, und das Kabel muss ein 4-adriges RV-Kabel mit ≥ 10 mm sein.Darüber hinaus muss die Erdungsvorrichtung unabhängig eingestellt werden und darf nicht mit anderen Stromkreisen mit einem Widerstandswert von ≤ 4 Ω geteilt werden.
7. Wartung
Spezifikationen zur täglichen Wartung der hydraulischen Abkantpresse.
Um eine gute Leistung und Präzision der Ausrüstung während der Produktion sicherzustellen, die Produktqualität zu gewährleisten, die Wartungshäufigkeit zu reduzieren und die Lebensdauer zu verlängern, ist es erforderlich, die täglichen Inspektionspunkte strikt durchzuführen, z. B. Staub- und Rostentfernung, Feuchtigkeitsschutz, Schmierung, Schraube festziehen usw.
Schiebetischlager und Hublager müssen geschmiert, überprüft und festgezogen werden, und das Schmieröl muss alle zwei Monate ausgetauscht werden (es muss Ölfett verwendet werden, das einer hohen Temperatur von 200 ℃ standhält).
![]()
![]()
Wichtige Teile wie Schraubenstange, Seitenschiene, Formsitz, oberer und unterer Tisch müssen alle zwei Tage einer Staub- und Rostentfernung unterzogen werden;
Bewegliche Teile, wie Spindelstange, Führungsschiene, müssen jeden Monat geschmiert, überprüft und festgezogen werden.
Elektrische Teile müssen einmal pro Woche entstaubt, überprüft und festgezogen werden.