

 Bengali
Bengali



















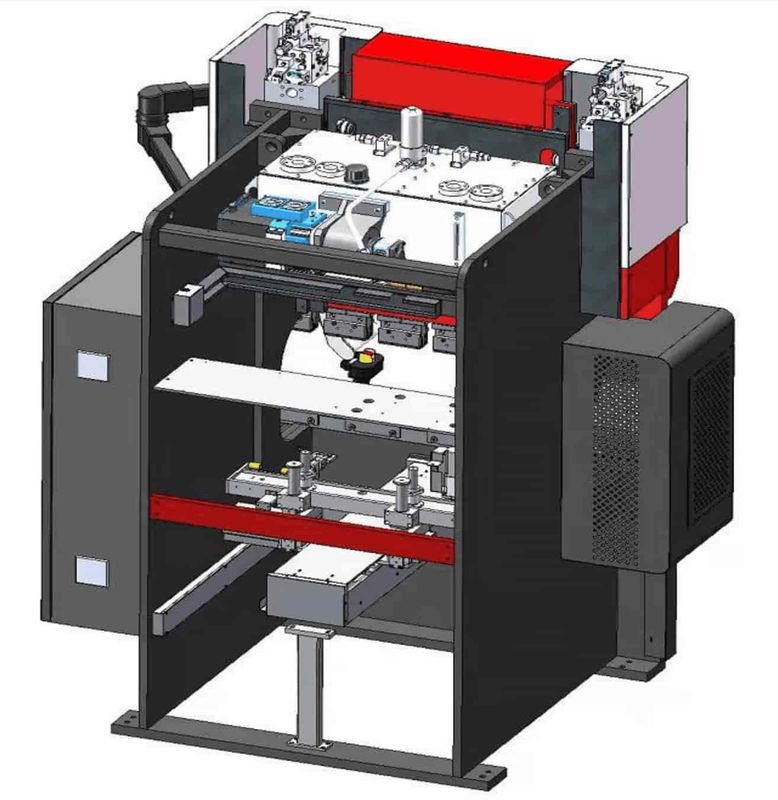
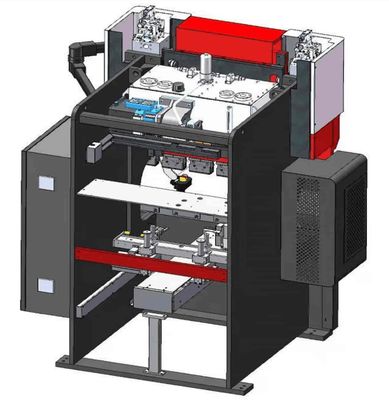


4. প্রধান কাঠামো এবং কাজের নীতি
মেশিনটি একটি 6অ্যাক্সিস (Y1, Y2, Z1, Z2, X, R) হাইড্রোলিকপ্রেস ব্রেক। প্রতিটি ক্রমাগত সুনির্দিষ্ট এবং স্থিতিশীল বিশুদ্ধ সার্ভো মোটর চালিত উচ্চ-মানের, উচ্চ-নির্ভুল প্রেস ব্রেকটির চালনা করার শক্তি হিসাবে একটি আমদানি করা সার্ভো মোটর রয়েছে, যা সরঞ্জামের সুনির্দিষ্ট এবং স্থিতিশীল চলাফেরার গ্যারান্টি।এটি প্রধানত নিম্নলিখিত উপাদানগুলির সমন্বয়ে গঠিত:
ফ্রেম বডি
উপাদানটিতে একটি ফ্রেম, উপরের এবং নীচের টেবিল, ট্রান্সমিশন স্ক্রু রড, সাপোর্ট বিয়ারিং গ্রুপ, গাইড হুইল গ্রুপ ইত্যাদি রয়েছে। ট্রান্সমিশন স্ক্রু রডটি উপরের টেবিলের সাথে এবং ফ্রেমের সাথে বোল্টের মাধ্যমে সংযুক্ত থাকে, সার্ভো মোটর স্ক্রু রডকে চালিত করে। বাঁকানো এবং ছাঁচ গঠনের উদ্দেশ্যে, পারস্পরিক গতির সাথে দ্রুত উপরের টেবিলটি ঘোরান।ট্রান্সমিশন স্ক্রু রডগুলির দুটি গ্রুপ স্বাধীনভাবে নিয়ন্ত্রণ করা যেতে পারে এবং কোণ বিচ্যুতি স্বয়ংক্রিয়ভাবে ক্ষতিপূরণ দেওয়া যেতে পারে, যাতে ওয়ার্কপিসের কোণ পরিবর্তন সহনশীলতার সীমার মধ্যে নিয়ন্ত্রিত হয়।
ব্যাক গেজ সিস্টেম
অ্যাসেম্বলি ইউনিটে লিফটিং কম্পোনেন্ট, স্লাইডিং টেবিল কম্পোনেন্ট, ম্যাটেরিয়াল রিটেনিং কম্পোনেন্ট ইত্যাদি রয়েছে। মেশিন টুলের ব্যাক গেজের পজিশনিং সিস্টেম সবই একটি সার্ভো মোটর দ্বারা নির্ভুল স্ক্রু রডের মাধ্যমে চালিত হয়, দ্রুত নির্দিষ্ট অবস্থানে পৌঁছাতে পারে, মাইক্রোন পর্যন্ত। স্তরের নির্ভুলতা, অবশেষে সম্পূর্ণ অটোমেশন উপলব্ধি করুন এবং কাজের দক্ষতা উন্নত করুন।
ছাঁচের উপাদান
সমাবেশ ইউনিট উপরের এবং নিম্ন ছাঁচ সমাবেশ গঠিত।উপরের ছাঁচটি ক্ল্যাম্পিং ডিভাইস দ্বারা উপরের টেবিলে স্থির করা হয়;ডিভাইস দ্বারা প্রদত্ত ক্ল্যাম্পিং ডিভাইসটি একটি প্রক্রিয়ার মাধ্যমে ছাঁচের দ্রুত লোডিং এবং আনলোডিং উপলব্ধি করে।ক্ল্যাম্পিং ডিভাইসটি স্থানীয়ভাবে নমন কোণ পরিবর্তন করার জন্য একটি ওয়েজ ট্রিমিং পদ্ধতির সাথে সরবরাহ করা হয় যাতে ওয়ার্কপিসের কোণটি সহনশীলতার সীমার মধ্যে পরিবর্তিত হয়।নীচের ছাঁচ, একত্রে ছাঁচ সমুদ্র এবং রেল গাইড, নীচের টেবিলে সাজানো হয়।
5. CNC কন্ট্রোলার
Delem এবং STEP কন্ট্রোলার দয়া করে DA-66T_English, DA-69T_English এবং STEP_English এর নথির দ্বারা উল্লেখ করুন৷
6. উত্তোলন এবং ইনস্টলেশন
(1) উত্তোলন
মেশিনের মাধ্যাকর্ষণ কেন্দ্রটি কিছুটা সামনের দিকে এবং উচ্চ দিকে, তাই মেশিন টুলটি উত্তোলন, পরিচালনা এবং ইনস্টলেশনের সময় মেশিন টুলের মাধ্যাকর্ষণ কেন্দ্রের অবস্থানের দিকে মনোযোগ দেওয়া প্রয়োজন যাতে মেশিন টুলটি উল্টে না যায়।উত্তোলনের সময়, উল্লম্ব উত্তোলনের জন্য মেশিন টুলের উত্তোলন ছিদ্রে উত্তোলন যন্ত্রটি অবশ্যই স্থির করতে হবে।পরিবহন জন্য, সরঞ্জাম দৃঢ়ভাবে একটি ব্যান্ডেজ সঙ্গে সংশোধন করা আবশ্যক।
(2) ইনস্টলেশন এবং সমতলকরণ
সংযুক্ত অঙ্কন (ফাউন্ডেশন ড্রয়িং) এ নির্দেশিত হিসাবে, মেশিন টুল ইনস্টলেশন বেস আগে থেকে তৈরি করুন, মেশিন টুলটি বেসে রাখুন এবং ফাউন্ডেশন বোল্ট এবং ফুট-প্যাড স্টিল প্লেট ইনস্টল করুন।এদিকে, নীচের টেবিলের পৃষ্ঠটি বেসলাইন হিসাবে র্যাকের স্তর নিশ্চিত করুন।উল্লম্ব এবং অনুভূমিক দিকে সমতলতা করতে বেস অ্যাঙ্করের বোল্টগুলি সামঞ্জস্য করুন≤1000:0.20৷প্রয়োজনে পৌঁছানোর জন্য উল্লম্ব এবং অনুভূমিক উভয় দিকেই মেশিন টুলের লেভেলনেস সামঞ্জস্য করা।
(3) বহিরাগত সংযোগ তারের জন্য প্রয়োজনীয়তা
মেশিন এবং অপারেটরদের নিরাপত্তার জন্য, একটি 100A থ্রি-ফেজ এয়ার সার্কিট ব্রেকার 2 ইন্সটল করতে হবে বাহ্যিকভাবে সংযুক্ত পাওয়ার সাপ্লাইয়ের জন্য, এবং কেবলটি 4-কোর আরভি তারের ≥10 মিমি হতে হবে।উপরন্তু, গ্রাউন্ডিং ডিভাইসটি স্বাধীনভাবে সেট করা প্রয়োজন এবং প্রতিরোধের মান ≤ 4 Ω সহ অন্যান্য বৈদ্যুতিক সার্কিটের সাথে ভাগ করা যাবে না।
7. রক্ষণাবেক্ষণ
হাইড্রোলিক প্রেস ব্রেক দৈনিক রক্ষণাবেক্ষণ উপর বিশেষ উল্লেখ.
উত্পাদনের সময় সরঞ্জামের ভাল কার্যকারিতা এবং নির্ভুলতা নিশ্চিত করার জন্য, পণ্যের গুণমান নিশ্চিত করতে, রক্ষণাবেক্ষণের ফ্রিকোয়েন্সি কমাতে এবং পরিষেবার জীবন দীর্ঘায়িত করতে, প্রতিদিনের পরিদর্শন আইটেমগুলি কঠোরভাবে পরিচালনা করা প্রয়োজন, যেমন, ধুলো এবং মরিচা অপসারণ, আর্দ্রতা প্রতিরোধ, তৈলাক্তকরণ, স্ক্রু শক্ত করা, ইত্যাদি
স্লাইডিং টেবিল বিয়ারিং এবং লিফটিং বিয়ারিং লুব্রিকেট করা হবে, চেক করা হবে এবং টাইট করা হবে এবং প্রতি দুই মাস অন্তর তৈলাক্ত তেল প্রতিস্থাপিত হবে (200 ℃ উচ্চ তাপমাত্রায় তেল গ্রীস প্রতিরোধী ব্যবহার করা হবে)।
![]()
![]()
প্রধান অংশ যেমন স্ক্রু রড, সাইডিং রেল, ছাঁচের সীট, উপরের এবং নীচের টেবিল প্রতি দুই দিনে ধুলো এবং মরিচা অপসারণের বিষয় হতে হবে;
চলমান অংশ, যেমন স্ক্রু রড, গাইড রেল, প্রতি মাসে লুব্রিকেট করা, চেক করা এবং শক্ত করা উচিত।
বৈদ্যুতিক যন্ত্রাংশ সপ্তাহে একবার ধুলো অপসারণ, চেক করা এবং শক্ত করা সাপেক্ষে।