

 Dutch
Dutch



















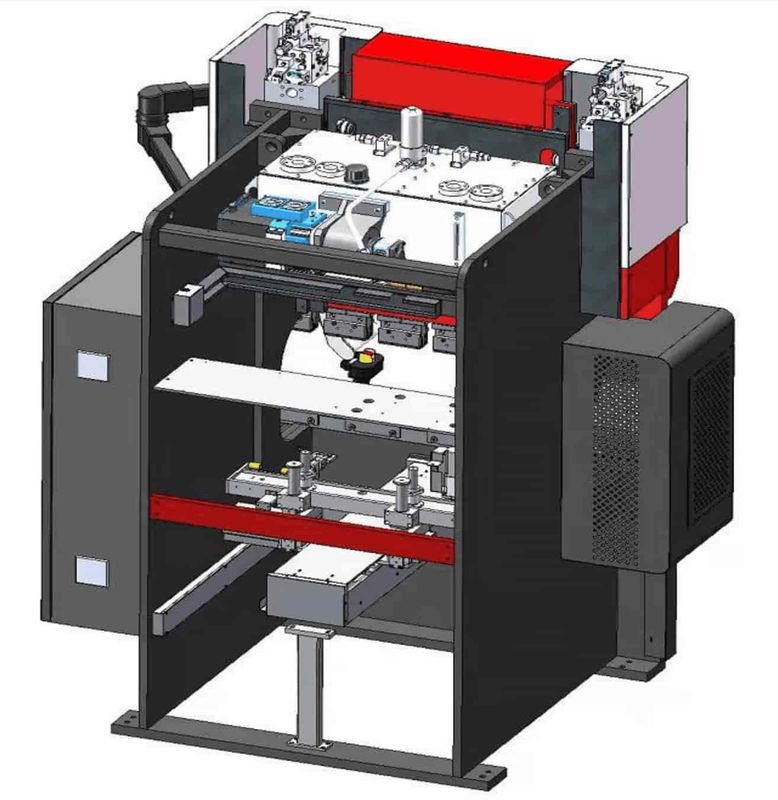
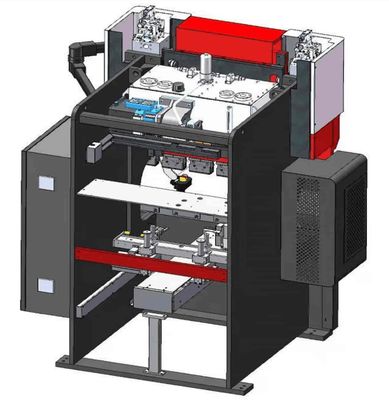


4. Hoofdstructuur en werkingsprincipe
De machine is een 6-assige (Y1, Y2, Z1, Z2, X, R) hydraulische afkantpers. Elke continu nauwkeurige en stabiele pure servomotor aangedreven hoogwaardige, uiterst nauwkeurige afkantpers heeft een geïmporteerde servomotor als aandrijfkracht, wat de garantie is voor een nauwkeurige en stabiele verplaatsing van de apparatuur.Het is voornamelijk samengesteld uit de volgende componenten:
Frame lichaam
Het onderdeel bestaat uit een frame, de boven- en ondertafel, overbrengingsschroefstang, steunlagergroep, geleidewielgroep, enz. De overbrengingsschroefstang is via bouten verbonden met de boventafel en het frame, de servomotor drijft de schroefstang aan roteer de bovenste tafel snel met een heen en weer gaande beweging, met het doel mallen te buigen en te vormen.De twee groepen transmissieschroefstangen kunnen onafhankelijk worden geregeld en de hoekafwijking kan automatisch worden gecompenseerd, zodat de hoekverandering van het werkstuk binnen het tolerantiebereik wordt geregeld.
Back gauge systeem
De assemblage-eenheid bestaat uit een hefcomponent, een schuiftafelcomponent, een materiaalvasthoudende component, enz. Het positioneringssysteem van de achteraanslag van de werktuigmachine wordt allemaal aangedreven door een servomotor via een precisieschroefstang, kan snel de gespecificeerde positie bereiken, tot micron- niveau precisie, realiseer eindelijk volledige automatisering en verbeter de werkefficiëntie.
Schimmelcomponenten
De assemblage-eenheid bestaat uit de bovenste en onderste matrijsconstructie.De bovenvorm wordt door de kleminrichting op de boventafel bevestigd;het klemapparaat dat door het apparaat wordt geleverd, realiseert snel laden en lossen van mallen door middel van een mechanisme.De kleminrichting is voorzien van een wigtrimmermechanisme voor het plaatselijk wijzigen van de buighoek zodat de hoek van het werkstuk binnen het tolerantiebereik wordt gewijzigd.De ondermal wordt samen met de malzee en railgeleider op de ondertafel opgesteld.
5. CNC-controller
Delem en STEP Controller verwijzen naar de documenten van DA-66T_English, DA-69T_English en STEP_English.
6. Hijsen en installeren
(1) Hijsen
Het zwaartepunt van de machine ligt iets naar voren en aan de hoge kant, dus het is noodzakelijk om aandacht te besteden aan de positie van het zwaartepunt van de werktuigmachine tijdens het heffen, hanteren en installeren om te voorkomen dat de werktuigmachine kantelt.Tijdens het hijsen moet het hijstoestel op het hijsgat van de werktuigmachine worden bevestigd voor verticaal hijsen.Voor transport moet de apparatuur stevig worden vastgemaakt met een verband.
(2) Installatie en nivellering
Zoals aangegeven in de bijgevoegde tekening (funderingstekening), maakt u van tevoren de installatiebasis van de werktuigmachine, plaatst u de werktuigmachine op de basis en installeert u de funderingsbouten en de stalen voetplaat.Controleer ondertussen het niveau van het rek, met het onderste tafeloppervlak als basislijn.Pas de bouten van het basisanker aan om de vlakheid in verticale en horizontale richting ≤1000:0,20 te maken.Om de vlakheid van werktuigmachines in zowel verticale als horizontale richting aan te passen om aan de vereiste te voldoen.
(3) Vereisten voor externe aansluitkabel
Voor de veiligheid van de machine en de bedieners moet een 100A driefasige luchtstroomonderbreker worden geïnstalleerd 2 voor extern aangesloten voeding, en de kabel moet een 4-aderige RV-draad ≥10 mm zijn.Bovendien moet het aardingsapparaat onafhankelijk worden ingesteld en kan het niet worden gedeeld met andere elektrische circuits, met een weerstandswaarde ≤ 4 Ω.
7. Onderhoud
Specificaties voor dagelijks onderhoud van hydraulische kantpers.
Om goede prestaties en precisie van de apparatuur tijdens de productie te garanderen, de productkwaliteit te garanderen, de onderhoudsfrequentie te verminderen en de levensduur te verlengen, is het vereist om dagelijkse inspectie-items strikt uit te voeren, bijvoorbeeld stof- en roestverwijdering, vochtpreventie, smering, schroef aanscherping, enz.
Glijtafellager en heflager moeten worden gesmeerd, gecontroleerd en vastgedraaid, en smeerolie moet om de twee maanden worden vervangen (olievetbestendig tot 200 ℃ hoge temperatuur moet worden gebruikt).
![]()
![]()
Belangrijke onderdelen zoals de schroefstang, zijrail, vormzitting, boven- en ondertafel moeten om de twee dagen worden ontstoft en geroest;
Beweegbare onderdelen, zoals schroefstang, geleiderail, moeten elke maand worden gesmeerd, gecontroleerd en vastgedraaid.
Elektrische onderdelen moeten eenmaal per week worden ontstoft, gecontroleerd en vastgedraaid.