

 Russian
Russian



















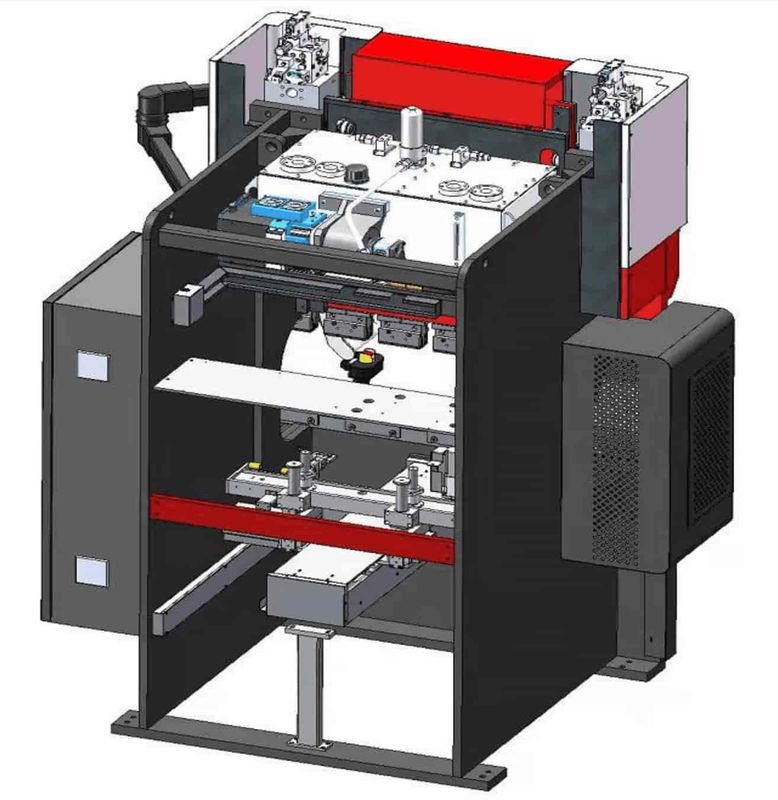
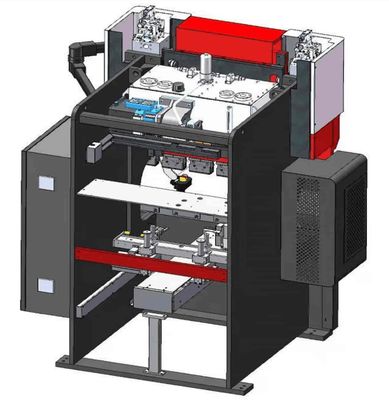


4. Основная структура и принцип работы
Машина представляет собой 6-осевой (Y1, Y2, Z1, Z2, X, R) гидравлический листогибочный пресс. Каждый непрерывно точный и стабильный чистый серводвигатель, приводимый в движение высококачественным, высокоточным листогибочным прессом, имеет импортный серводвигатель в качестве движущей силы, что является гарантией точного и стабильного перемещения оборудования.В основном он состоит из следующих компонентов:
Корпус рамы
Компонент включает в себя раму, верхний и нижний стол, шнековый стержень трансмиссии, группу опорных подшипников, группу направляющих колес и т. д. Шпиндель трансмиссии соединен с верхним столом и рамой с помощью болтов, серводвигатель приводит винтовой стержень в движение. быстро вращайте верхний стол возвратно-поступательными движениями с целью гибки и формирования форм.Две группы винтовых стержней трансмиссии могут управляться независимо, а угловое отклонение может автоматически компенсироваться, так что изменение угла заготовки контролируется в пределах допустимого диапазона.
Система заднего упора
Сборочная единица состоит из подъемного компонента, компонента подвижного стола, компонента, удерживающего материал, и т. д. Система позиционирования заднего упора станка приводится в действие серводвигателем через прецизионный винтовой стержень, который может быстро достигать заданного положения с точностью до микрона. Уровень точности, наконец, реализовать полную автоматизацию и повысить эффективность работы.
Компоненты пресс-формы
Сборочная единица состоит из верхней и нижней формы в сборе.Верхняя форма фиксируется на верхнем столе прижимным устройством;зажимное устройство, предусмотренное устройством, реализует быструю загрузку и разгрузку форм с помощью механизма.Зажимное устройство снабжено механизмом обрезки клина для локального изменения угла изгиба таким образом, чтобы угол заготовки изменялся в пределах допустимого диапазона.Нижняя опалубка вместе с опалубкой и рельсовой направляющей размещается на нижнем столе.
5. Контроллер ЧПУ
Delem и контроллер STEP см. документы DA-66T_English, DA-69T_English и STEP_English.
6. Подъем и установка
(1)Подъем
Центр тяжести станка смещен немного вперед и с высокой стороны, поэтому необходимо обращать внимание на положение центра тяжести станка во время подъема, перемещения и установки, чтобы избежать опрокидывания станка.Во время подъема подъемное устройство должно быть закреплено на подъемном отверстии станка для вертикального подъема.Для транспортировки оборудование необходимо прочно зафиксировать бандажом.
(2)Установка и выравнивание
Как указано на прилагаемом чертеже (чертеж фундамента), заранее изготовьте основание для установки станка, установите станок на основание и установите фундаментные болты и стальную пластину подножки.Тем временем подтвердите уровень стойки, используя нижнюю поверхность стола в качестве базовой линии.Отрегулируйте болты базового анкера так, чтобы ровность в вертикальном и горизонтальном направлениях была ≤1000:0,20.Чтобы отрегулировать горизонтальность станка как в вертикальном, так и в горизонтальном направлении, чтобы выполнить требование.
(3)Требования к внешнему соединительному кабелю
Для безопасности машины и операторов необходимо установить трехфазный воздушный автоматический выключатель на 100 А 2 для внешнего источника питания, а кабель должен быть 4-жильным проводом RV ≥10 мм.Кроме того, заземляющее устройство должно быть установлено независимо и не может использоваться совместно с другими электрическими цепями с сопротивлением ≤ 4 Ом.
7. Техническое обслуживание
Технические условия на ежедневное техническое обслуживание гидравлического листогибочного пресса.
Чтобы обеспечить хорошую производительность и точность оборудования во время производства, гарантировать качество продукции, сократить частоту технического обслуживания и продлить срок службы, необходимо строго выполнять ежедневные проверки, например, удаление пыли и ржавчины, предотвращение влаги, смазка, винт затягивание и др.
Подшипник стола скольжения и подъемный подшипник необходимо смазывать, проверять и затягивать, а смазочное масло заменять каждые два месяца (должна использоваться масляная смазка, устойчивая к высокой температуре 200 ℃).
![]()
![]()
Основные части, такие как винтовой стержень, боковая рейка, гнездо формы, верхний и нижний стол, должны подвергаться удалению пыли и ржавчины каждые два дня;
Подвижные части, такие как винтовой стержень, направляющая, должны смазываться, проверяться и затягиваться каждый месяц.
Электрические части подлежат обеспыливанию, проверке и подтяжке один раз в неделю.